汽车制造中的PCD切削工具

图1 MAPAL的PCD面铣刀
刀具技术的发展推动了汽车制造技术的不断进步,高硬度、耐热性好、导热性好且寿命长的新型刀具材料和相应的几何结构不仅保证了加工品质,而且提高了生产效率。目前,PCD(聚晶金刚石)和PCBN(聚晶立方氮化硼)产品的不断创新和开发是刀具领域关注的焦点。
目前,铁钢制汽车零部件的先进切削加工主要依靠PCBN材料的刀具。新型轻合金、复合材料及高硬的非金属材料等的先进切削加工主要依靠PCD材料刀具。由于汽车中轻金属和复合材料的零部件不断增加,PCD切削刀具在汽车制造业具有重要作用。下面主要介绍PCD材料及先进PCD切削刀具在汽车零部件加工中的应用。
聚晶金刚石(PCD)是20世纪70年代人们利用天然或人工合成金刚石粉末在1 000~2 000℃,约5~10万个大气压力条件下,加结合剂(钴、镍等金属)烧结制出。通常制出品是它与硬质合金接合在一起的复合片,PCD厚0.3~1 mm,复合片总厚约2~8 mm,目前复合片的最大直径可达90 mm。单晶金刚石结构的结合力方向性很强,使它具有极高的硬度。聚晶金刚石结构是取向不一的细晶粒金刚石烧结体,从而表现出各向同性,但由于加入了结合剂,它的硬度和耐磨性低于单晶金刚石。但硬度也可达到8 000Hv左右,高于硬质合金100多倍。导热系数是硬质合金的1.5~9倍,还高于PCBN和铜,故加工时热量可以很快导出。摩擦系数仅为0.1~0.3,为硬质合金的1/4,加工时切削力大为减少。热膨胀系数仅为硬质合金的1/5,故热变形很小,加工精度高。同时,它对有色金属、非金属的亲和力非常低,故加工中切屑不易粘在刀片上,造成刀片粘结损伤,难以生成积屑瘤,能较好地保证加工表面质量。

图2 插补和一般加工用PCD立铣刀
PCD刀具多用于精加工,切削厚度很小,属微量切削,因此在刀具几何结构上需要较小的后角,高质量的后刀面,以保证获得良好加工表面。PCD刀具在加工不同材料时,损伤形式不同于一般刀具材料,常表现为聚晶层破损、粘结磨损和扩散磨损。PCD刀片刃磨和重磨常采用树脂结合剂金刚石砂轮,但二者材料与硬度相近,相互作用,磨削规律复杂。近来电火花磨削(EDG)技术几乎不受被磨削工件硬度影响,将成为PCD刀具磨削的一个发展方向。
德国MAPAL公司和日本三菱公司为汽车制造工厂都提供了许多先进的PCD刀具,某种程度上代表了德、日两国在PCD刀具应用的先进水平。下面针对具体的应用情况分别做以介绍。 MAPAL的PCD面铣刀
作为全球汽车制造业领先的切削刀具供应商,德国MAPAL公司率先将PCD刀具应用在汽车零部件加工中,研发了PCD各类面铣刀、立铣刀,包括其最擅长的各类孔加工刀具。其PCD面铣刀(见图1)分PowerMill和EcoMill两大类:前者铣刀刀夹可以重磨,可按需要使用特殊刀夹以满足各种加工需要;后者刀夹不适合重磨但可以更换,使加工成本降低。其共同特点是组成零件少,结构简单且牢固,刀体和带PCD刀头的刀夹制造精度高,刀夹定位安装结构合理,调节方便。高速加工时,平衡极为重要,可通过平衡螺钉达到非常高的平衡质量(ISO1940/1 G2.5)。将面铣刀固定在刀柄上的螺钉,螺钉中心有孔,可使切削液从其中心通过到达加工区域,冷却效果好,排屑效率高。
PowerMill类最大切深为4 mm,EcoMill类最大切深为2 mm。每大类又分为适合大进给的“Feed”类、适合高速切削的“Speed”类和“fix”类。“fix”类刀体为钢制,直径较小,刃齿数较少,装有抗振元件。而“Speed”类和“Feed”类的刀体除个别小直径为钢制外,其余均为铝合金制,刀体轻,高速切削时离心力小,振动小,加工表面质量高。“Feed”类安装刃齿数较多,如直径为400的刀体上可装50个刃齿,以适应在同样每齿进给量和转数条件下实现超大进给。“Speed”类相对于“Feed”类刃齿数少,直径400的刀体只可装24个刃齿,相对切削力小,适宜变形工件的高速加工。

图3 PCD镗刀铰刀
MAPAL的PCD立铣刀
按被加工形状要求设计制造的插补用PCD立铣刀和一般用的PCD立铣刀(Endmill)刀片是PCD复合片(见图2)。立铣刀的容屑排屑槽被抛光,可用于高速切削,排屑摩擦力小,切削力小,切削功率明显下降,切削过程稳定,刀具寿命高。
在实际加工中,被加工工件轮廓形状千差万别,为满足几何和尺寸精度的要求,严格地说,刀具中心轨迹应该准确地按照工件要求的轮廓形状来生成。对于简单的曲线,数控系统比较容易实现,但对于较复杂的形状,直接生成会使计算变得很复杂,计算机的工作量也相应大大增加。故实际应用时,常采用一小段直线或一小段圆弧进行拟合以满足精度要求,这种拟合方法就是插补。
汽车零部件中许多结构,常在孔中有轴向上、间隔不等且形状不同的槽以及过渡圆弧半径、倒棱等。此时,若采用插补铣具有很大的优势,可用一把立铣刀以机床上的插补运动,即由几毫米的径向偏转,作微小的圆形运动,就能一次加工出来,这样加工位置精度很高。用插补法加工螺纹孔时,由于PCD刀刃不产生毛刺,可以得到高质量的螺孔。即使螺孔侧面有横孔,用PCD的螺纹铣刀加工后,后续的清理工序可以省去。
在加工铝合金变速器壳体时,利用插补铣加工方法,一把立铣刀可完成9个不同表面的加工,即9个工步合并在一个工序中完成。主轴转数n=2 400 r/min,进给量f=9 600 mm/min。
图4 变速器多个表面一次加工完成
为了便于查阅选择使用,MAPAL公司命名为HP的一般用PCD立铣刀只简单地分为5种型号:HP50直角头立铣刀,直槽,直径小,只有4 mm、5 mm两种,单刃,轴向前角是0°,主要用于精密件加工;HP51直角头立铣刀,直槽,直径6~12 mm,双刃过中心,故一定条件下,也可用于钻削,通常用于外形铣削和铣槽、去毛刺等,其轴向前角有多种;HP52圆弧头立铣刀,直槽,圆弧半径精度高,1~2刃,轴向前角0°,直径4~10 mm,高速切削非常平稳;HP53直角头立铣刀是标准品中的高性能产品,可进行大进给加工,2~3刃,直径6~20 mm,正前角;HP57直角头立铣刀3刃,直径16~25 mm,螺旋槽,正前角,性能高,寿命长,适合大余量高效切削。HP57直角头3~4刃,螺旋槽,直径32~63 mm。前4种型号都是直柄,可用具有热涨夹头或液压夹头的刀柄夹紧。HP57具有HSK柄或锥柄,可用HSK刀柄或标准圆锥刀柄夹持。PCD立铣刀由于切削力小,其每齿进给量一般可发挥机床性能的极限。同时,它们在轴向和径向制造精度≤5 mm高速切削时,能很好地保持平衡。
MAPAL的PCD精密镗刀铰刀
汽车发动机中的气缸孔、变速器孔、曲轴孔、活塞销孔及凸轮轴孔等许多精密孔的加工质量,包括尺寸精度、形位精度及表面物理机械性能等影响着部件甚至整车的机械性能,MAPAL公司可提供优质、经济的刀具加工方案。其产品除有PCD刀刃的精密镗刀、铰刀外(见图3),还有带耐磨、滑动性好导条的可更换PCD刀片的各类精密镗刀、多刃铰刀,以及同时能加工阶梯各孔及其倒角,将许多工序合并在一起,一次加工出来的复合精密镗刀。复合精密镗刀既减少了刀具种类和辅助加工时间,又大大提高了工效,保证了各孔严格的相互位置精度。精密的深孔镗刀具有2、4和6个刀刃,加工尺寸稳定性好,形状精度高。当其镗杆采用硬质合金材料时,刚性更高,能进一步提高加工质量。这类刀具加工中切削液可直接作用在刀刃上,也可使用MQL即微量润滑环保技术。通过创新工艺,PCD刀片不仅可以加工铝合金材料,也可以加工铸铁,加工质量很高,且可以省去后续的磨削和珩磨工序。
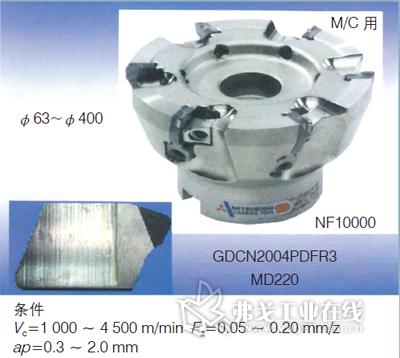
图5 NF10000面铣刀
多刃的PCD镗刀、铰刀直径和倒锥制造精度≤3 mm,根据需要可用激光加工出各样的断屑槽,及时将切屑分断排出,以防造成堵塞,引起故障。在生产中,精密刃磨过的PCD孔加工刀具能加工100 000个孔。
PCD的精镗、精铰刀具在铝合金制的气缸盖、气缸体、变速器孔和孔系加工中发挥极为重要的作用。这些孔系的同轴度要求≤0.02,圆柱度≤0.01。特别在大批大量生产中始终要求稳定地达到质量标准,因此,切削工具的品质和寿命至关重要。图4为MAPAL的复合PCD镗刀一次加工出变速器的多个表面,包括倒角,甚至利用此刀具作插补运动加工变速器上其他更大孔的倒角。MAPAL配备有多种复合镗刀、铰刀,能高效、高质量地加工出铝合金变速器的各个表面。
三菱的PCD面铣刀
日本三菱公司的PCD刀具产品也有自己的特色,其最早在汽车铝合金零部件加工领域采用K类硬质合金HTi10,随着三种PCD产品MD205、MD220和MD230开发后,加工效率大大提高。MD220金刚石颗粒直径大约10 mm,它广泛用于有色金属和非金属材料的精加工,铣削含Si≤12%的铝合金时,切削速度可为1 000~6 000 m/min;含Si量≥13%时,切削速度为200~800 m/min。当MD220耐磨性不够时,可使用粒度较粗的MD205;当MD220易发生破损或要求加工更精确的表面时,可用粒度较细的MD230。以上切削深度ap可达0.5 mm,每刃齿进给量达到0.3 mm。在刀片上也开出断屑槽,明显地改善了切屑的分断和排除。
针对气缸盖上下面的粗、精铣,应用了装有MD220牌号的金刚石刀片,粗铣用的切削条件是:Vc=1 000~4 500 m/min,fz=0.05~0.3 mm/z,ap=3.5 mm;精铣用切削条件:Vc=1 000~4 500 m/min,fz=0.05~0.2 mm/z,ap=0.3~2 mm。图5为精铣用的面铣刀NF10000,它带有刀刃振摆微调机构,由于副刀刃形成的大圆弧可得到很高的表面粗糙度,因此主要用在加工中心上。NF10000面铣刀也广泛用于变速器配合表面的加工中。
三菱的PCD精镗、精铰刀具
三菱的PCD精镗、精铰刀具主要用在气缸盖、气阀挺杆导向孔和阀座面同时加工的阿波罗式复合刀具上,这种特色复合刀具可以保证导向孔与阀座面严格的同轴度以及阀座面和进排气阀的密切贴合,即气密性好。挺杆导向孔的精加工采用PCD铰刀,使用的材料也是MD220。此外,凸轮轴支承孔粗、精铰加工也采用了直径可调的PCD铰刀等。
结语
PCD刀具的推广应用使切削速度大大提高,有调查显示,PCD刀具切削铝合金速度可达到7 000 m/min以上,寿命比硬质合金高几百倍。随着高硬度、难加工等材料在汽车行业的使用,PCD刀具将发挥更大作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖