总装车间的车身搬运及转挂形式方案
本文介绍了客车总装车间白车身上线转挂搬运系统的设备形式,从白车身的取件、搬运到内饰工位的转挂动作过程,以及搬运起重机和吊具的设备选型技术方案。
目前,国内大部分客车生产厂总装车间的白车身上线搬运设备都采用了如图1所示的“工字钢轨道”自行小车的方案。此种搬运方式动作单一且只能在生产线方向运行和升降,无法保证白车身转挂时的精确定位。此外,“工字钢轨道”自行小车的结构形式较为复杂,动作时需要两台行走电动机、两台升降葫芦和吊具。首先,在同步性控制上就需要做到动作精准、可靠,一方面增加了设备投资成本,对设备的控制技术要求较高;另一方面增加了设备故障点,提高了设备的故障率。其次,因自行小车的自重较大,无形中对厂房吊点的载荷能力提出了较高的要求。自行小车在涂装摩擦线输送小车接车工位时,因为使用双小车双吊具,故在吊具抓取车身时吊点较多,抓取动作耗时,同步性很难得到保证,在7 m客车涂总转挂工位中已被否定。
单梁悬挂电动葫芦吊运方案
1.白车身的搬运设备形式
白车身入口不与总装内饰一装配线对中,起重搬运设备在抓取白车身后需要进行纵向平移调整,使白车身与整个总装内饰一装配线中线对中。考虑到白车身的起吊需要采用整体兜车窗式起吊方案,即明确了吊具的起吊点只为一处,则采用单钩电动葫芦搬运设备。总装车间厂房钢结构部分并没有起重机的行走轨道和钢结构大梁,大部分设备都是从厂房顶部引出吊点悬挂安装,所以起重设备可采用悬挂单梁电动葫芦,大车行走轨道采用工字钢进行悬挂,故白车身的搬运起重设备可以选用单梁悬挂电动葫芦。
2.单梁悬挂电动葫芦机构方案
起重机的主起升机构可选择国外电动葫芦主机,葫芦行走(小车)机构的选型则在主起升配套件的基础上选择配套的驱动小车,采用起升机构的配套行走电机(一体式)。在大车行走电动机的选择方面,我们需考虑到单梁悬挂电动葫芦的特点选择“三合一”形式的驱动机构,采用双电动机同步控制,大车行走轮悬挂在工字钢大梁轨道上。

图1 “工字钢轨道”自行小车
3.设备参数选型以及载荷校验(以德玛格产品为例)
设备形式明确后,需要对设备的参与进行确认以及相关配套件的型号大小进行核算校对。以下我们对整台起重设备的部分机构配套件进行选型核算。
工艺参数明确,起升高度(需结合厂房实际高度):6.5m;起升速度:(1.5~6)m/min;初选跨度为14m(内饰一装配线宽4m,与起重机对中布置)。
起重机的起重吨位,已知白车身质量约为:1172kg,预估白车身吊具质量约为:700kg(经验值)。
初选单梁悬挂电动葫芦总起重吨位为:(1172+700)kg<2000kg(2t),设起重量为2t,可选电动葫芦品牌初选(国外产品)起升机构为2t的单钩环链电动葫芦产品。
查询相关德玛格葫芦产品手册,选择主起升电动葫芦的型号为:DC-Pro20-V1的系列产品。
行走小车的选型:EUDC COM20-1000H5 1/1(因主起升单钩环链葫芦的型号已基本确定,且结合速度、吨位、运行速度和跨度等参数,查阅德玛格行走小车选型手册)。
驱动方面,经计算应选用两台“三合一”驱动,电动机功率为0.37kW。
吊具设计
7m客车白车身起吊方式分为兜车窗起吊方式和托底起吊方式两种,因白车身完成转挂后将由内饰一工位的平板小车进行输送,其定位方式是通过两台小车上的4个支点进行运输,所以明确了7 m客车白车身的吊具,使用兜车窗方式与底面支点进行对接。
在设计吊具夹爪时,需要考虑白车身车窗纵梁的承载力和起吊后的稳定性,这需结合整车的焊接强度和车身自重进行受力点分析(此处不进行过多介绍)。当白车身车窗的纵梁焊接强度满足自重负载时,如何设计兜车窗的吊具形式和控制方式,以及如何实现随动的安全性和可靠性?我们通过以下两个方案进行论证。
方案一:已知白车身的数模图(包括三轴方向重力分布点)和总体尺寸图,采用4点兜车窗的形式,使得吊具与车窗接触点(四点)的物理重心与白车身重心垂直;吊具与起重机钩头通过锁链连接,使用2条等长锁链,每条锁链分别连接吊具上单边的两个链接点,此种做法是使锁链的长度相等,在起吊时保证钩头吊物的平稳性;在吊具的前后两端设计导向柱,作用是保证在白车身转运到位时,平稳落入预定位置。
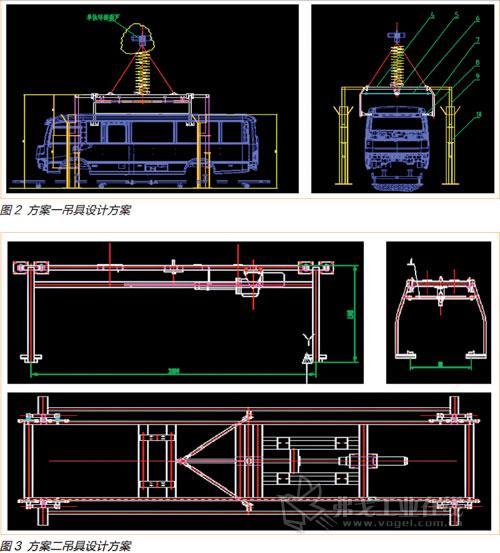
吊具的电动推杆控制系统设计,推杆电动机的供电电源点从起重机的配电柜中引出,供推杆电动机工作,如若采用气动推杆则无法满足起重机的随动性。整套吊具的控制系统集成到起重机的操作系统中,即吊具夹爪的开闭与起重机的控制采用一套遥控系统,将吊具动作点集成在遥控器的控制系统中,使用遥控器就可以控制吊具的动作,这样的设计方式,使得安全性将会得到最大程度的提升。
7 m客车的白车身较为庞大,若采用通常的拖缆控制手柄,则会制约操作人员的活动范围,在抓件、起吊以及下放时存在一定危险性(详细吊具设计方案见图2)。
方案二:吊具采用4点兜车窗起吊形式,4点分别设置在白车身的四个角落;整套吊具与起重机钩头间采用锁链连接,保证锁链与吊具连接处4点的空间重心点与白车身的物理重心点垂直,以防止白车身在起吊时出现的倾倒问题;吊具的控制方式采用电动推杆式,控制形式的具体内容同方案一相同(详细吊具设计方案见图3)。
方案总结:
1.吊具的吊点是制约白车身搬运过程中平稳运行的关键,在已知白车身总图和重力分布点后,进行吊具吊点的设计,无论何种形式的吊具,必须保证在吊具夹取白车身后整体重心点与起重机的起吊点重合。
2.吊具的开闭形式需要根据搬运设备的行程和车间工艺布局而定:7m客车的白车身上线行程为30m,制约了吊具夹爪的开闭动力供应形式。如果采用气动控制则无法在行程内提供随行供气的气源点,若使用电动控制,则电源引入点可以在起重设备的配电柜里引出电源,且能做到随行供电。值得注意的是,随行的电缆线需增加安全防护套管,以防止在吊具升降过程中,链条对控制电缆造成磨损。
实现白车身转挂
当7 m客车白车身在总装车间内完成与涂装摩擦线平板小车的对接后,由单梁电动葫芦将白车身搬运至内饰一装备线工作,进行放件定位。因起重设备采用X、Y方向搬运,不同于其他客车总装车间的搬运形式,对内饰一装配线工位的定位要求较低,白车身可以通过X和Y轴两个方向进行调整。虽然此种方式对内饰一装配工位的输送小车位置精度要求不高,但对起重机操作人员的设备操作熟练程度提出了较高的要求,无形中增加了人员操作的时间。
如何能缩短白车身向内饰一转挂的定位时间?可通过以下几点进行论证解决。
1.在内饰一转挂点的地面设置定位销,当输送小车到达转挂点,插入定位销将输送小车进行固定,此点则默认为输送小车上的转挂定位点。
2.第一次转挂时,人员操作起重机将搬运的白车身运行至定位点的上方进行下放定位(第一次采用点动定位下放,以确保安全性)。
下放定位完毕后即完成了第一次转挂动作,此时关闭起重机的操作电源,在起重机的大车运行工字钢轨上设置停止限位,并设置机械缓冲硬限位,此外还必须在停止限位开关的前方设置另一重减速限位。此种做法的目的是,当内饰—输送线的平板小车到达定位点时,起重机操作人员可以通过钢轨上的定位装置确保白车身与平板小车定位点垂直,方便操作人员对起重机的操作,大大节省了点位动作的时间,极大程度地减少了人员的劳动强度和提高了操作人员的安全性。
结语
客车厂总装车间的车身搬运和转挂形式多种多样,这需要根据每个车间不同的实际情况制定相应的搬运转挂方案。在方案设计时,需要考虑到厂房工艺布局、工位间的具体位置以及投资,选择最为妥当且安全可靠的搬运转挂方案。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖