重卡驾驶室部件弧焊机器人工作站设计
焊接是驾驶室本体生产的重要方法,合理的工艺布局和可靠的焊接工艺不仅能保证焊接质量,同时有利于提高生产效率、保护环境。采用机器人焊接技术可提高驾驶室部件的焊接质量,降低人员劳动强度。
重卡驾驶室是典型的地板纵梁承载驾驶室,它由位于驾驶室地板下部两根纵梁焊接总成构成,承受着包括驾驶室自身零部件重量及行驶时所受的冲击、扭曲及惯性力等负荷。驾驶室纵梁总成的主要零部件均为冲压成形,少量零部件采用点焊方法,大部分由机器人在工作站内采用CO2气体保护焊(以下简称“弧焊”)的方法完成焊接。下面针对驾驶室纵梁总成的加工特点,讨论其机器人工作站的设计方案。
驾驶室纵梁总成生产节拍设计
驾驶室焊接生产线的设计节拍决定生产线的产能,为使机器人工作站生产节拍达到设计纲领,在设计时需充分计算各步骤的时间。设计时的节拍计算越准确,越利于整条生产线的工艺合理布局,有利于整条生产线均衡生产。本驾驶室焊接生产线的设计节拍为7min/辆,工作站中驾驶室左纵梁总成共装配、焊接3个零部件:纵梁加强板、纵梁合件和套筒;驾驶室右纵梁总成共装配焊接5个工件:纵梁合件、纵梁加强梁、套筒、气喇叭支架以及加强支架。两根纵梁总成焊缝长度不同,左纵梁焊缝长1900mm,右纵梁焊缝长2300mm,平均每个工件的取件、安装及夹紧时间约为20s,驾驶室左纵梁总成取件、安装和夹紧时间约为0.7min,驾驶室右纵梁总成取件、安装及夹紧时间约1.1min。焊接速度为700mm/min,驾驶室左纵梁总成纯焊接时间约2.7min,驾驶室右纵梁总成纯焊接时间约3.2min。焊缝为分段焊缝,每段长30~50mm,机器人的焊枪收弧后换位起弧焊接约2s,驾驶室左纵梁总成起弧约40次,共2min,驾驶室右纵梁总成起弧约56次,2.6min。其中,由于驾驶室纵梁总成焊接位置的空间变化,夹具需通过变位机调整工件位置以满足机器人焊接要求,驾驶室左/右纵梁总成各换位约4次,共计1.6min,驾驶室左纵梁总成节拍为6.2min,驾驶室右纵梁总成节拍为7.7min,工作时间并不一致,每辆驾驶室的地板纵梁总成节拍为13.9min,需两套机器人工作站。
机器人工作站工艺布局
机器人工作站的布局直接影响着生产效率、投资和现场物流,所以在机器人工作站设计时要充分考虑工作站的空间布局,根据厂房的结构、工艺内容、投资成本、现场物流和环境因素合理布置机器人工作站,实现较低成本投入,较大效益回报。在工艺布置时,若左/右纵梁总成各用一台机器人和夹具(含变位机)进行焊接,则每个机器人工作站由一名操作人负责生产,生产效率相对较高,生产节拍大于设计要求,同时占用空间和投入的成本较大。将左/右纵梁总成共用一套机器人工作站(一台机器人、两套夹具(含变位机)),每跨布置机器人工作站空间位置比较适合,每台机器人的生产节拍会有所增加,达到13.2min/辆,节约装件时间;两个机器人工作站则平均节拍小于7min/辆,满足生产节拍要求,同时可以节省2台机器人和2位操作人员。经对比分析,采用左/右纵梁总成共用一套机器人工作站(一台机器人、两套夹具(含变位机、夹具等))的方案更合理,且满足7min/辆的生产节拍。
机器人工作站组成部分
完整的机器人工作站包括:机器人系统、电气控制系统、焊接电源、焊枪及送丝机构、焊接夹具及变位机等,如图1所示。
1. 机器人系统的选择
机器人系统由机器人本体和控制柜(硬件及软件)组成。弧焊机器人工作系统包括:焊接作业任务描述(语言编程或图形仿真)、操作手级路径规划、运动学和动力学算法及优化、针对焊接作业任务的关节级规划、规划结果离线修正、与机器人的通信接口以及利用传感器进行线路径修正等几大部分组成。弧焊过程比点焊过程复杂得多,工具中心点,也就是焊丝端头的运动轨迹、焊枪姿态及焊接参数都要能精确控制(机器人本体已具有该部分功能)。
焊接机器人的焊枪、送丝机的质量约为5~6kg。由于机器人的空间机构不同,即使同样负载,连杆尺寸相近的机器人其空间运动范围也相差很大,点到点的运动精度一般为±0.10mm或±0.05mm,最大运动速度为1.0~1.5m/s,以上指标反映了机器人的全面素质,同时也与机器人性能衰减有关,在价格相近的情况下,尽量选择精度高、运动速度大的产品。
对于弧焊机器人,为了完成模仿人焊接的动作而得到高质量的焊缝,还要求有摆动功能,有了这种功能,机器人也就具有了采用电弧传感器进行焊缝跟踪的条件。本机器人工作站中的冲压件精度完全达到机器人焊接要求,未安装焊缝跟踪系统。在机器人工作站设立工作原点,作为机器人重复定位的基准,机器人完成一个工作循环后,自动回到工作原点,保证下次的运动基点不作改变。
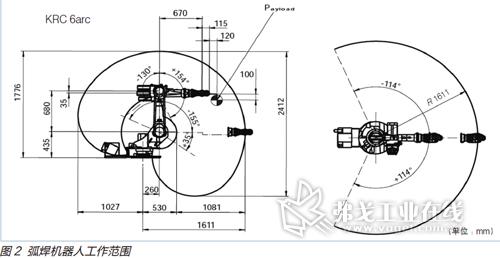
驾驶室纵梁总成长度约为2200mm,机器人中心距驾驶室纵梁总成中心约为60mm,机器人6轴的端拾器必需能顺利到达驾驶室纵梁总成的焊接部分,工作半径不小于1250mm,选择KRC 6arc型6关节机器人可实现焊接,工作范围如图2所示。
2. 变位机规格的选择
焊接过程中需从上、下、左和右四个方向焊接。在工件位置不变的情况下,机器人不能焊接驾驶室纵梁总成下部,需使工件变换位置,达到最佳焊接位置,满足机器人焊接要求。因此需选择工件变位机,通过变位机不断变换工件位置,达到最佳焊接位置。驾驶室纵梁总成的质量为10kg,焊接夹具约240kg,驾驶室纵梁总成的空间高度约300mm,选择变位机参数为承重400kg,轴心高750mm,且轴间距为2600mm的型号。
3.工艺参数选择
CO2焊薄板时,应保证焊缝成形和不烧穿,减少焊接电流可达到焊接要求。为保证小电流的焊接过程稳定,往往采用细焊丝。在这种情况下,如果选用较高的电弧电压,必将获得大滴过渡,由于焊丝端头的大熔滴不断地摇摆和电弧斑点的跳动,使得电弧不稳并引起焊缝成形不良。为了克服这一问题,我们降低电弧电压,直到形成稳定的短路过渡。“短路—燃弧”过程交替变换,燃弧阶段电弧热直接加热焊丝与母材,而短路阶段只在焊丝伸出部分因导电而产生电阻热。在短路过渡焊时,母材及焊丝的加热过程都有周期性特点。这保证了薄板材料在燃弧电流时加热熔化,而在短路时熔池凝固,得到较小的熔深,有利于薄板焊接。
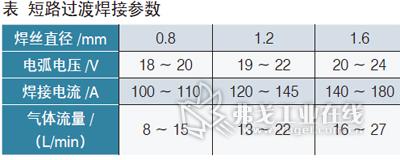
在焊接设备一定的情况下,稳定的短路过渡过程主要决定于焊接电流(即送丝速度)与电弧电压的匹配关系。表中给出了3种直径焊丝适用的焊接电流和电弧电压范围,此时的飞溅最小,焊接过程稳定。
该机器人工作站主要以薄板料为主,综合考虑经济性和实用性,选择直径为1.2mm的焊丝。由于纵梁各部位的料厚不一致(最厚6mm,最薄2mm),决定了在焊接过程中工艺参数需不断调整。该部分工艺参数的调整主要靠机器人的程序控制。为保证焊接质量,编程时将机器人焊接的所有位置按焊枪所能到达的焊枪角度、焊枪指向位置、焊丝伸出长度、焊枪的摆动和工艺参数进行模拟焊接,消除人工焊接时的不稳定因素,提高焊接质量。在焊接过程中机器人按事先编好的程序执行,不同时段自动调整参数满足焊接需要。
4. 焊接设备选择
CO2焊接设备由焊接电源(包括其控制系统)、送丝机(弧焊)等部分组成。焊接电源控制箱中安装着主要的控制装置,控制箱往往独立设置,其主要功能包括:控制电源的通断、调整焊接电流和电弧电压,控制送丝速度,供给与停送保护气体等,还需要控制焊枪(或工件)的移动速度(即焊接速度)。当焊接电流超过500A时,焊枪需要水冷,还需要设置冷却水循环装置。
焊接过程中焊丝不断融化产生热量使焊枪变热,为了不影响焊接质量需对焊枪采取冷却,结合焊接料厚、焊接参数及车间温度的综合对比分析,认为采取空冷式可满足焊接要求,且空冷式焊枪成本低、维修方便,也可减轻机器人工作站的设计和施工难度。
机器人工作站的驾驶室纵梁总成的料厚相差较大,在整个焊接过程中,随着料厚的变化焊接参数也在不断变化,焊接电源以焊接最大料厚的参数选定,考虑焊接过程中的损耗,选定350 A焊接电源可满足所有焊接要求,且成本较低。
结语
在进行机器人工作站设计和实施时,应充分考虑焊接自动化过程中,人工装件与机器人焊接动作间隙的合理匹配。在确保生产节拍和焊接质量的前提下,应尽量提高机器人利用率,减少成本投入,同时还应结合现场实际情况考虑生产的物流配送,为高效的生产组织创造有利条件,在条件允许的情况下尽量使机器人连线生产,减少周转环节,提高生产效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖