曲轴磨床高效加工方式探讨
在曲轴精密外圆磨床中,现代先进的曲轴磨床集合了多种先进的设计与工艺,不但提高了加工精度,而且大幅度提高了磨床的加工效率。本文以勇克磨床的加工方式为例,进行研究探讨,总结了磨床的高效加工方法。
目前,国际上主流的曲轴外圆高速磨床大多采用带测头自动补偿功能的CBN随动磨床,随着CBN材料刀具的逐步使用以及加工逻辑的优化与提升,曲轴高速磨削不再是梦想,因此多种高速磨削的设计原理及逻辑结构是值得深入学习和研究的。
现代优化设计摆动跟踪磨床为曲轴的整体加工提供了多种解决方案。零件类型涵盖了从单缸到12缸的所有曲轴品种。根据加工方式和要求的产量,每一种型号的高速切削磨床都设计并安装有各具特色的平台和砂轮架。
现代先进的摆动跟踪磨床能够完成曲轴加工的几乎各项磨削任务,可以在一次装夹中完成主轴颈(圆柱形、凸面和凹面)和连杆轴颈(圆柱形、球面、凸面和凹面)磨削,也可以磨削经过淬火的圆角。另外,该种机床还可以在工艺上将其与其他种类的磨削工艺任意组合。根据机床类型的组合,借助高速切削机床可完成对定位轴颈、凸缘和曲轴小端轴颈的磨削。
为了更具体地介绍目前技术领先磨床的高速加工方式,本文将就高速切削磨床的设计特点及设计原理做出解答及阐述。并通过与其他加工方式的对比,深入探讨勇克磨床设计的奥秘。本文将以JUCRANK10-10作为研究的主要方向,逐一解读高速磨床的设计特点及原理。
曲轴加工的定位
1.老式曲轴主轴颈连杆颈加工工艺安排
在摆动磨削工艺出现之前,曲轴连杆颈与主轴颈的加工通常分为两个工序完成,先采用中心孔定位进行主轴颈的磨削,再利用已完成加工的主轴颈作为定位偏心基准进行连杆颈的磨削。随着数控技术的发展,磨床出现摆动磨削方式,曲轴连杆颈的加工工艺也随之发生变化,其定位以主轴颈中心为定位基准,大幅度简化了设备的夹具结构。随着该技术的不断发展,随动磨床能够完成主轴颈与连杆颈的所有加工。德国JUCRANK 10-10磨床就是一款能实现一次装夹完成所有轴颈加工的随动磨床。
2.高速切削磨床夹具结构
现代磨床的夹具结构特点实现了一次装夹完成所有曲轴轴颈加工,这种结构特点摆脱了过去连杆颈及主轴颈分别加工的历史。高速磨削机床的夹具特点如下:
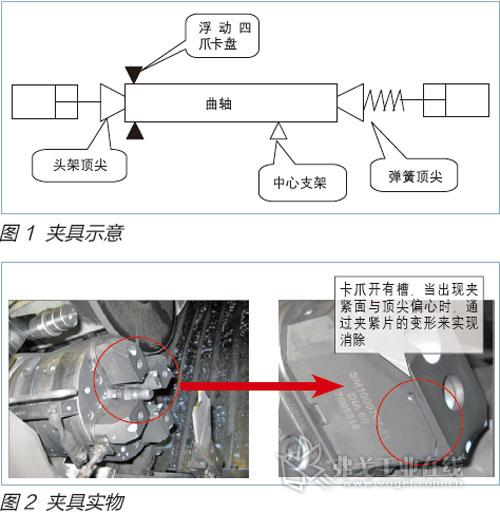
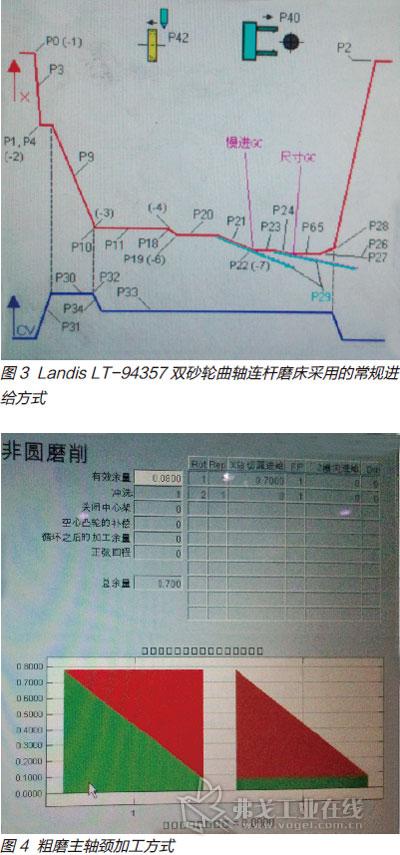
(1)尾座顶尖使用液压缸加弹簧顶尖 由于曲轴在滚压时,每一件零件的伸长率不同,其长度波动误差可达到0.4mm,采用弹簧顶尖能有效避免由于来料长度不一致造成的夹紧变形。
(2)罕见的卡爪弹性设计 常见的浮动卡盘通常在卡盘与主轴的连接部分采用弹性结构,而勇克设计的夹具通过卡爪的弹性设计,用最低的成本消除卡盘过定位,如图1、图2所示。
(3)周密的夹具过程动作设计 为达到更高的加工精度,夹具的动作过程设计周密。加工过程中夹具动作过程为:头架顶紧零件一端→尾架顶尖顶紧→卡盘夹紧→粗加工中心支架夹紧轴颈→夹紧中心支架→粗磨各轴颈→松开卡盘转低压夹紧压力→以低压压力再次夹紧卡盘→松开中心支架;精磨中心支架基准轴面→夹紧中心支架→完成其他轴颈精磨。
两处关键的夹具动作造就了CBN高速切削磨床的与众不同。以上动作顺序有两处关键动作:一是“松开卡盘转低压夹紧压力”用两段压力进行加工,有效地减少了由于夹紧力变形、粗加工后应力释放等造成的加工质量问题,这种方式在车床加工中很常见,但在磨削加工中应用很少;二是粗加工与精加工夹持的中心支架分别采用不同加工精度的基准面,减少了由于中心支架夹紧面精度不好造成的加工零件质量问题。
曲轴加工磨削质量的保证
1.采用分段式磨削大幅度提高工作效率
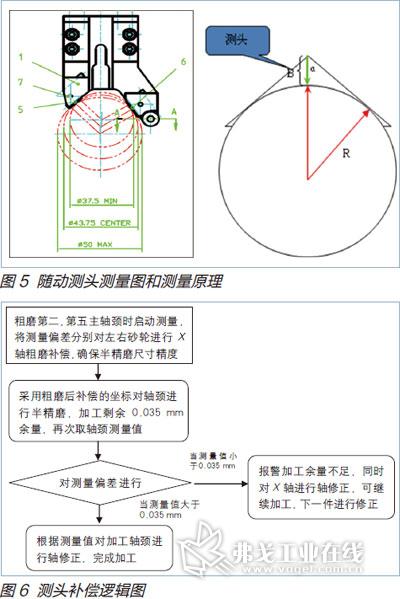
(1)常用的磨削加工方式 外圆磨削加工是最常见的磨削加工方式。它的磨削原理是采用径向恒速进给方式,粗加工结束后根据测头反馈的加工余量切换不同的切削用量,直到测头反馈加工合格后进行修光、修圆,图3为Landis LT-94357双砂轮曲轴连杆磨床采用的常规进给方式。
从图3中可以看出,每一个加工余阶段给一个特定的切削用量,整个加工过程X轴与C轴(零件转动轴)的动作都是独立按照规定好的速度进行。
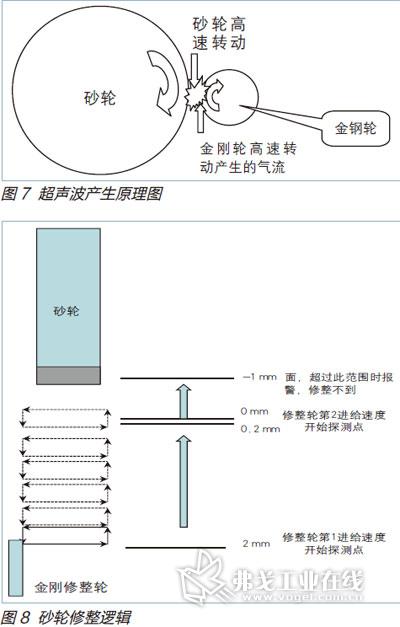
(2)分段磨削加工方式 所谓的分段磨削方式是零件每转一周砂轮去除固定的余量,X轴与C轴的动作是相互关联的,分段磨削方式粗磨时加工余量大,去除余量速度是恒速进给的两倍以上。以下为该磨床采用分段进给的例子:
粗磨主轴颈加工方式为不用中心支架,本步骤加工,零件转第一周去掉0.7mm余量,粗加工后留下0.08mm精加工余量。
从图4中可以看出,分段加工方式的粗加工最大去除余量为0.7mm,如此大的余量采用传统的氧化铝砂轮难以实现,所以这样的方式在基于CBN材质砂轮的基础上,大幅度提升了加工效率。未来CBN砂轮分段磨削方式有代替车削粗加工的趋势。
2.采用程序自动控制的切削液供给系统确保加工质量稳定
一般切削液控制方式采用固定减压阀进行压力控制,因此得到的切削液压力级别有限,带测量反馈磨床大多数采用两级冷却压力,高压用于粗磨,低压用于精磨。使用低冷却压力进行精磨主要是考虑到高的冷却压力会有大振动和冲击力,影响加工和测头的测量。而高速切削磨床采用的无级冷却压力控制方式,可以实现NC控制切削液压力,在不同的磨削阶段采用相应的压力进行加工,并实时进行压力反馈,有效提升加工质量的稳定性。
3.不同轴颈的加工工艺
不同轴颈采用不同加工工艺,应对加工过程中零件不同变形,提高轴颈加工精度。
此前接触的随动磨床,对加工尺寸相同的轴颈往往采用相同的加工工艺,这样的方式受到各部位零件刚性的影响,从而造成加工的质量不稳定。为克服质量提升的难关,高速切削磨床采用了更为有效的加工工艺设计。对于不同轴颈位置采用不同的磨削方式,如:加工主轴颈2和主轴颈5时,由于中心支架与随动测头有干涉,加工时中心支架不能够夹到轴颈2上支承,因此加工该轴颈时的工艺明显不同于其他带中心支架的轴颈。而加工第1和第4主轴颈,因这两个轴颈靠近夹具,刚性好,所以采用3圈去除所有余量。
随动测头动态监控精确补偿
磨床的精确补偿让曲轴的磨削质量得以提升,而实现精确补偿的主要功臣则是该磨床采用了随动测头对工件进行测量,精确地反馈了工件加工状态。而在随动测头投入使用的基础上,测头自己的补偿逻辑,两者的高密度配合,让高速度、高精度的曲轴加工不再是理想。
1.随动测头测量原理
如图5所示,B和角度ɑ是已知的,由公式:sinɑ=R/(R+B),可以计算出半径。
那么,经过换算B=(R-sinɑR)/sinɑ,B值是经过MASTER校零后得来的。由此可见,当测头的测量值变大时(即测针向下移B值变大时),所测量出的直径偏大,反之则为小值。
2.测头补偿逻辑
现代先进高速切削磨床采用的测头补偿逻辑(见图6),让整个加工过程中的加工质量得到了保证,同时为了保证监控值的精密度,机床MARPOSS总共设有11个测量补偿值,对每一个轴颈的加工尺寸进行了监控和反馈。设置9个测量项分别控制零件9个轴颈的精磨最终尺寸。
砂轮修整
砂轮修整质量的好坏关系到磨床加工零件质量的好坏,因为CBN涂层造价昂贵,其修整不能按普通砂轮一样进行大切削量的修整,因此大部分先进的CBN磨床都采用超声波监控,微量修整的方式,每次的修整量为0.015mm,可根据需求的零件形状调整砂轮修整的形状,如:锥度、凹凸状等。
如图7所示,解释了砂轮修整原理,砂轮与金刚轮经运转,产生了超声波,超声波通过监控,将信号转换成控制脉冲信号,从而控制了砂轮修整质量。修整砂轮的信号反馈及优化涉及的砂轮修整逻辑让砂轮修整更加精密准确。
从图8砂轮修整逻辑我们可以看出,为了找到砂轮与金刚轮的接触点,过程中花了大量的时间进行接近循环,为了实现高效生产,现代磨床设计的修整程序中均设定了一个记忆点。当第一次修整砂轮成功后,砂轮与金刚轮接触点会记录在记忆参数中,若下次再进行修整,即可快速接近到该点,提高效率。同时为了防错,如果在下次修整前修改过任何砂轮与金刚轮的参数,此记忆点中所记录的偏置将清零,修整从程序中设定的最远点开始接近,这样的程序设计为砂轮修整节约很多时间。
结语
使用CBN砂轮进行高速切削的现代磨床,无论从技术上,还是设计逻辑上都是磨床制造的重大突破。通过解析及研究不难发现,新型磨床大胆采用的采样技术及逻辑,让高速切削磨床从众多磨床生产模式中脱颖而出,成为磨床技术的转折点。从夹具、控制逻辑到反馈信号的使用,让整台机床的功能更加的完整,使运行更精密、更高效。
CBN高速磨削磨床所采用的设计理念及高新技术,跨越了曲轴轴颈两次磨削的时代,同时解决了曲轴加工高速切削的精度问题。正因为现代磨削的设计奥秘解决了目前曲轴加工的很多瓶颈问题,值得期待的是仍有很多更加高新的曲轴磨削技术等待挖掘,经过对现代先进曲轴磨床的研究及解析,从中可以学到国外许多崭新及高瞻性的设计理念,在给曲轴生产线带来高效率、高质量的同时,功能设计方面的技术值得国内磨床制造商学习借鉴。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖