前处理设备稳定性小型改造
本文介绍了上汽通用五菱西部涂装车间的7个小型改造,通过改造提高了维修员和操作员的工作效率、降低了设备的故障率,使得整个前处理设备更为稳定。
由于设计原因,我公司西部涂装车间部分管路存在安装不合理的问题,经常堵塞和滴漏,需要维修员经常性处理,浪费人力资源;有些管路设计人机工程不合理,操作员比较难操作。针对上述诸多问题,西部涂装车间进行了7个小型改造。改造后,维修员和操作员的工作效率提高了,降设备的故障率低了,整个前处理设备更为稳定。
具体改造案例
1.案例一
西部涂装车间A线前处理的加料泵是一个进口的计量泵,由于选型时材质不合适,导致整个泵体被严重腐蚀(见图1),又因此类泵的泵头吸盘比较容易损坏,前处理6台加料泵2011年共损坏了4次,2012年上半年共损坏了3次。该泵备件费用较贵,一个泵体约5600元,维修包约1500元。西部涂装车间改造了A线前处理的加料泵管路,直接使用B线的不锈钢离心泵,此泵价值880元,机械密封50元,没有其他的备件,费用便宜,维护简单,同时实现了A线、B线共用备件,减少了备件管理成本。此次改造打破了原有的设计理念,充分考虑了现场的实际使用情况,考虑了维修维护的简便性、价格的低廉性以及通用性,总体上减少了备品、备件的管理种类。

图1 加料泵泵体被腐蚀
2.案例二
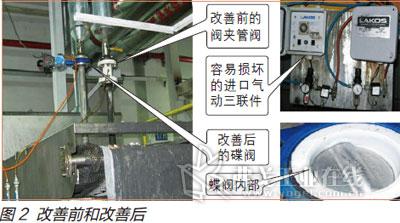
前处理脱脂段纸带过滤机的除渣管路采用时间继电器和气动三联件来控制气动夹管阀的开关,气动夹管阀内的衬套容易被磨损,当衬套被损坏时,气体瞬间堵死,气动三联件泄压时,水被倒灌到三联件内,导致三联件损坏。同时气动夹管阀的衬套也很容易损坏,一般只能用5~7个月,一个衬套的费用需要4500元左右,消耗费用非常高。
改造后(见图2),该除渣管路上的气动夹管阀更换为内衬为特氟龙的气动蝶阀,使用特氟龙材料壁板光滑,与渣的摩擦小,内衬不容易损坏。气动控制部分由执行器单独控制,气路不会被损坏,取消气动三联件备件,降低了维护成本,减少了人员维修。
此次改造分析了问题的主要原因,反复研究,多次尝试,找出了适合在这个工况使用的阀门,彻底解决了问题多、维修难和备件成本高等问题,减少了进口件因备件采购难、采购周期长,而影响生产线正常使用的情况。
3.案例三
A线前处理脱脂A、C换热器是板式的,在脱脂液碱和高温的环境下,水中微分子极易形成污垢,同时车身携带过来一起聚集在通道上,造成内部通道堵塞,影响加热的效率。该换热器拆洗必须在停产时,清理时维修所需时间较长,而且经常拆装容易造成板片变形而导致漏水。最严重的是每拆一次密封胶条(约60根)全部报废,一根胶条约263元,造成成本浪费。
改造中,将脱脂A、C两套系统的脱脂进液端和出液端管路及阀门改为不锈钢材料,并增加快插接头和排酸管路(见图3)。操作员用二期的移动泵,使用5%的稀硝酸每月对换热器进行30~60min的酸清洗。
此次改造充分考虑了维修成本、维修人员和维修技能要求高等问题,利用设备主要故障原因的攻关,彻底解决了经常性维修等不便,利用板式换热器内部堵塞物质的特性和化学反应原理,用硝酸自循环清洗脱脂结垢,方便快捷。目前,后期所用项目前处理线的板式换热器都采用了这个功能。

4.案例四
由于前处理工艺变更,取消钝化系统,将原有的钝化系统改为前纯水洗,前纯水洗没有管子溢流到第一纯水洗、第一纯水洗也没有管子溢流到第二纯水洗,导致每个槽子的纯水都是直接单独排放掉,造成水资源的浪费。改造中,增加相应的溢流管道直接有效地置换水槽的水,提高水洗槽内水的洁净度,避免浪费水资源。从A线第一纯水洗槽溢流排放口,连接管道与前纯水洗槽联接(见图4),A线前纯水洗溢流排放口凸缘处接管道与第四水洗槽联接,增加相应的溢流管道直接有效地置换水槽的水,提高水洗槽内水的洁净度,避免浪费水资源。此次改造尽最大可能地通过最小的改造实现前处理段的水零排放,提高了废水的利用率。
5.案例五
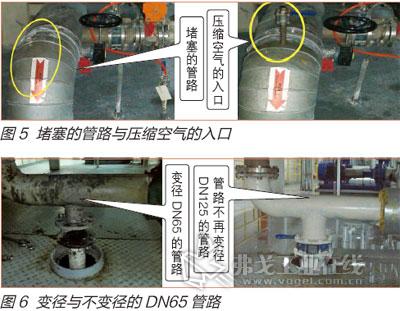
前处理A线磷化沉淀泵,每次停产仅开五六个小时的循环,导致槽底部管路和槽子底部经常被磷化渣堵塞(见图5),导致磷化循环不畅,喷淋量不够,造成整车质量问题。另外,维修拆管路疏通也非常麻烦,人机工程不合理,长时间不能恢复,无法保证车身质量。改造中,前处理A线磷化管路及槽底部增加曝气孔,当磷化沉淀泵循环五六个小时后,将15kW的水泵停下后,开启少量的压缩空气,作为曝气,压缩空气将在整个管路中不停曝气,减少磷化渣的沉淀,避免堵塞管路。此次改造充分利用廉价的资源,通过最小的改造,最大可能地减轻了维修工作量,方便了现场操作员的实际操作,保证了每辆车子的出车质量。
6.案例六
前处理A线前水洗与脱脂C槽有互通的溢流管路,同时前水洗还存在一根溢流管到脱脂C的油水分离器,进行溢流处理槽体表面油污,由于安装时在前水洗槽到脱脂C的溢流口稍微高过溢流到油水分离器的溢流口,导致表面比较多油污的脱脂液溢流到脱脂C,进一步污染了脱脂C,较干净的脱脂液溢流到油水分离器,使得油水分离器白做工,浪费资源。改造中,A线前水洗与脱脂C槽有互通的溢流管路上增加了手动蝶阀,可以手动关闭蝶阀。当脱脂C液位偏低时,前水洗需要溢流到脱脂C槽时,减少补水量,将表面较多油污的脱脂排向油水分离器后,便可以加大补水量,打开碟阀后,水就能自然地溢流到脱脂C,同时前水洗槽的水也能起到置换的作用。
7.案例七
B线脱脂B槽锥底排渣管路被变径,每次倒槽洗槽时槽子里面的渣都堵在这个变径管口上,水很难排出,疏通也非常困难,要废很多周折才能疏通排水。直接将西涂B线脱脂B槽锥底排渣管路更换为与主管路同尺寸的排渣管路,有效消除了堵塞,提高操作员的倒槽效率,降低了安全风险。变径与不变径的DN65管路如图6所示。
难点及成效
在项目设计施工的初期,所有生产线的设备都是整体设计、整体规划。在某一点出现问题后,需要详细分析问题的主要原因,寻找合适的现场方案,局限性很大,验证周期长。项目后期的难点是对焊接技能要求过高,实施难,滴漏风险大。后期改造时间的局限性大,生产干涉和实施风险都很大。
经过上述的改造,系统故障率明显降低,设备能稳定运行,在保证现有设备结构完整的前提下,满足车间生产需求,且设备结构更为简单,方便维护维修,设计有冗余来方便故障的处理,降低设备故障带来的停线率。改造后达到设备备件规格品种最少化,维修安装方式最优化,能耗最少化,备件国产化,设备寿命延长。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖