双料检测在冲压自动化中的应用
本文主要介绍了在汽车冲压自动化生产线运行时检测双张或多张板料的方案,并以ROLAND的E20系列控制系统为例介绍了双料检测器在冲压自动化线上料工位的应用。
随着自动化技术的发展,汽车车身冲压件的生产搬运大部分已由机器人和机械手完成,生产线的自动化程度越来越高。在冲压自动线上料单元中,由于板料表面油膜等原因,板料常会互相粘着在一起,人们普遍采用的空气分离或磁性分离等预防措施有时无法使粘着的板料分开。若双张或多张板料被送入压力机,不仅可能产生次品,严重时还会对设备或模具造成重大伤害,导致高额的维修费用和大量维修时间,延误正常生产。为了确保设备和模具的安全,保证生产的连续进行,必须对送入压力机的板料张数进行检测,并根据需要发出报警信号或暂停机器,以便自动或手动清理双料。这种板料张数检测装置我们习惯上称作双料检测器。
双料检测器
在压力机自动化线上,双料检测分为电子式双料检测和机械式双料检测。
电子式双料检测器由控制器、检测传感器、通信线缆及支架组成。检测传感器通过电磁感应、超声波或电磁涡流等微量变化形成不同的电流或电压信号,通过控制对信号的处理转化成数字信号,从而对材质的厚度进行检测,最后经过控制器对比预设厚度计算得出张数结果,同时在显示屏上显示出板料厚度。

机械式双料检测器由支撑台、机械卡钳、气缸、传感器和控制器组成。机械式双料检测的工作过程如下:板料送至支撑台,对中气缸推动检测装置至板料附近,机械卡钳夹持输送至支撑台的板料,卡钳张开角度的大小通过传感器转换成电流信号,经过处理器计算处理测出板料厚度,与预设厚度进行比较,从而检测板料是否为单张板料。机械式双料检测中包括一种称重式双料检测器,主要原理是通过拆垛手上的重量检测装置对所抓取板料进行重量检测,将检测结果与设定重量进行比较,此双料检测装置可靠性高,但对检测环境要求较高,对板料下垂、吸盘布局等要求较高,同时需要有一定的停止时间来进行检查,对整线的生产节拍有影响,应用较少。此外,还有一种机械式双料检测,它根据检测卡在板料上下的卡钳张开角度的大小,测量板料厚度(见图1)。
在汽车冲压行业,ROLAND ELECTRONIC GmbH(以下简称“ROLAND”)的电子式双料检测器的占有率超过了85%,产品主要基于电磁原理技术,定位于技术要求很高的市场。本文以ROLAND双料检测器为例进行介绍。
ROLAND双料检测
电子式双料检测因其安装简单、应用灵活而被广泛应用在自动化压力机线体上。ROLAND应用在汽车行业的双料检测设备为R1000系列,全部为电子式,依据检测形式分为接触式检测(见图2)和非接触式检测。

1.接触式双料检测
接触式双料检测器的传感器大多安装在机器人或机械手拆垛处,在进入压力机前的板料对中台应用较少。传感器中的线圈通电后产生磁场,不同厚度(或材质)的板料对磁场影响不同,从而产生不同的感应电压,通过通信电缆传输给控制器。控制器对电压信号进行处理计算,从而判定板料张数为0、1或2。
2.非接触式双料检测
为了提高节拍,在进入压力机前的板料对中台处使用非接触式双料检测器,用来对皮带上运动着的板料进行二次检测。非接触式双料检测器的检测装置由发射极和接收极这一对传感器组成。“发射极”产生一个磁场,“接收极”会检测到一个磁场信号。如果在传感器之间没有障碍物,接收极将全部捕获信号。在传感器之间有一张板料时,接收极接收发射器的信号受到一定阻碍;当传感器之间有两张或两张以上板料时,接收极接收到的信号会更弱,检测原理如图3所示。控制器通过计算、分析接收器接收信号的强弱,从而给出板料张数为0、1或2的输出信息。非接触式双料检测器具备以下优点:板料运动中检测,节省时间;由于不接触传感器,大大提高了传感器及线缆的使用寿命;检测数值不受板料间空气间隙的影响。
双料检测器的选择
双料检测器的选择包括控制器的选择和传感器的选择。在冲压自动化中,控制器的选择除了依据检测形式外,还需考虑检测介质。依据检测形式和介质的不同,R1000系列双料检测可分为“单检测头铁磁”、“单检测头铁磁+非铁磁”以及“双检测头铁磁+非铁磁”三个系列,均对应相应的控制器E20、UDK20和I20。如果压力机生产的所有板料都为钢板,为了追求性价比可选择E20系列,其检测头的传感器为电磁式,只能对铁元素进行检测;如需生产铝板或其他元素的板料,且需要非接触式检测,必须选择I20系列的控制器和传感器。此外被检测板料的厚度和所需传感器的组数也是需要考虑的。几种双料检测控制器的比较如表1所示。
对于传感器的选择,首先必须选择与控制器相对应的传感器,其次是考虑传感器的直径、安装方式和螺纹大小等,如P42AGS、PW42AGS和IS20-30GS传感器。控制器和传感器的型号代码说明如表2所示。
双料检测安装及调试
1.安装
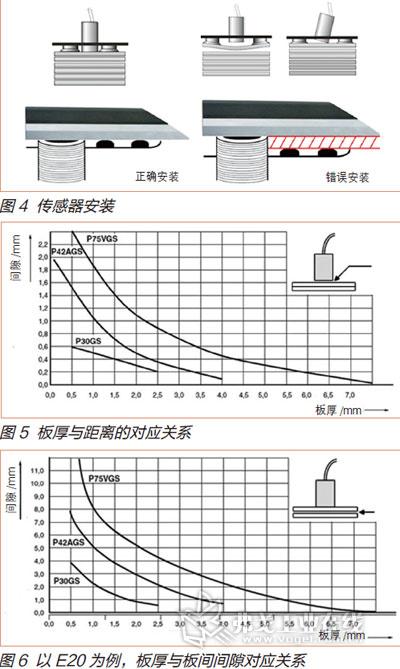
双料检测器的安装包括控制器的安装、传感器及其支架的安装以及通信线缆的走线和安装,其中传感器的安装最为重要,其安装规范与否直接影响着检测的结果。传感器依据控制器的不同,安装方式也稍有差别。由于非接触式传感器安装相对简单,这里主要介绍接触式传感器的安装:首先将传感器安装在支架上,传感器要位于吸盘的正中位置,然后对传感器进行调整,直至传感器的检测面与支架吸盘的凸起点在一条直线上,并在此位置将传感器固定(见图4)。
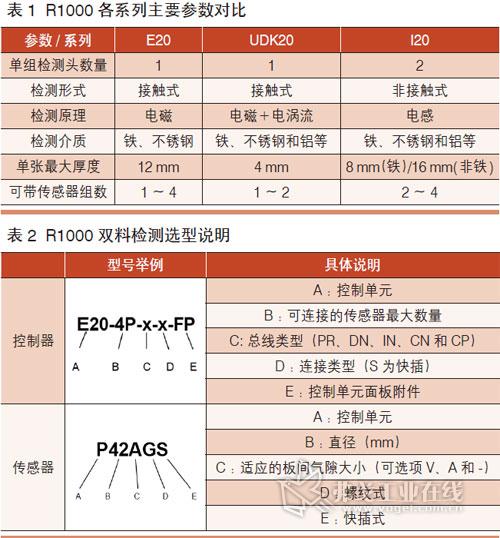
根据传感器的选择和板厚的不同,传感器到板料的调整距离也不尽相同,传感器到板料的距离调整如图5所示。
对于接触式传感器,两张板料的间距和传感器到板料的距离也是选择传感器时需要考虑的,以E20为例,板料间距如图6所示。
2.参数及其设定
R1000双料检测器的参数由系统参数和程序参数两部分组成。系统参数包含语言选择、总线地址(以Profibus总线接口为例)、波特率设置、测量方式、密码设置、传感器型号和检测模式等23个参数。程序参数包含程序号、传感器序号、标准设定厚度、上限百分数、下限百分数、零点校正和板料厚度试教7个参数。参数的设定一般通过控制器正面的按钮进行设定。按下menu键,结合上下选择键,可显示review和change,如只是查看选择前者,如需要修改参数则选择后者,选择change后需要输入密码(默认4711),可对系统参数和程序参数进行修改。

3.组态和程序调试
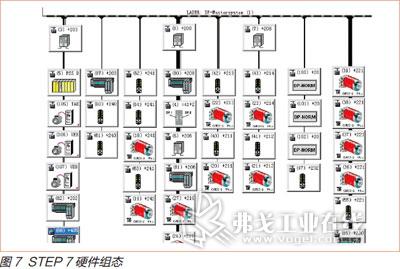
R1000双料检测器支持Profibus(PR)、ControlNet(CN)、Interbus-S(IN)、ProfiNet(PN)、DeviceNet(DN)和CanOpen(CO)等接口,安装相应的GSD文件后即可组态。以Profibus为例,通过在硬件组态过程中DP从站参数和波特率的设定和I/O地址的指定,最终完成其组态。R1000在STEP 7下的组态如图7所示,图中地址为100、101和102的三个从站为R1000的E20系列。
组态完成、总线贯通后,即可通过现场总线与PLC进行通信。
R1000除了为自己参数的输入、输出各提供了8个存储区外,还分别提供16字节的输入、输出存储区,用来存储与PLC通信的数据。输入、输出的各存储位如表3所示。
在PLC程序编制过程中,选取输入、输出存储区内相应字节对应到PLC程序编写中,通过程序执行可使双料检测的信号与线体的信号进行连锁。双料检测的布尔量信号包括使能信号、检测触发信号、正常信号、0/1/2板和报警信号等;此外还包括双料检测的程序设定和选取、板料厚度的设定和实际测量值以及传感器的检测值等。PLC通过与现场总线双料检测进行数据通信,即可实现对板料的自动检测和对双料的自动处理。
结语
ROLAND接触式E20(或UDK20)和非接触式I20双料检测器在拆垛和对中台配合使用,可有效减小检测过程的误差,使设备控制的防错率大大提升。在保障了设备和模具安全的同时,提高了生产节拍,减少了设备停机时间,从而提高了设备的利用率和自动化率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖