浅谈机器人系统中无PLC控制的系统集成
机器人自动化系统的集成程度在很大程度上取决于用户对于其功能性、经济性、安全性以及便捷性的取舍。对于小型生产线车间柔性化生产中所需的系统改造和预算较少的自动化改造来说,无PLC参与的机器人改造方案无疑为用户在面对众多方案时,提供了另外一种思路。
目前PLC已经广泛应用于自动化控制领域中,在一个完善的工业机器人系统中,无论是工作站还是流水线,由于各种要求的增多以及本体自带的输入、输出点的限制,PLC已成为不可或缺的控制核心。但是,在某些局限于系统造价和条件限制的领域,当外部控制要求并不多时,我们可以利用机器人自身系统完成单机或多机的系统集成,达到最终的控制目的和要求。
目前国内主流的工业机器人厂家中,ABB、FANUC、COMAU、KUKA和YASKAWA等都具有机器人本体自带控制系统,可以通过机器人自带的通信口或者预留的控制端点来完成机器人之间的通信。这为我们在某些具体项目中,如受现场条件制约、要求不高、投入改造/集成预算资金较小的情况下,实现无PLC控制的单/多台机器人系统集成提供了可能。
多机协同控制方式的选择与运用
多机协同,即机器人与机器人之间或是机器人与其他设备之间相互协同工作。目前国内通用的工业机器人均自带一套逻辑控制系统,并拥有一定数量的I/O端口,内部系统具备对其进行判断和采取相应措施的能力。在无PLC参与的系统方案中,主要控制方式包括主从站控制方式和顺序功能控制方式。
1.主从站控制方式
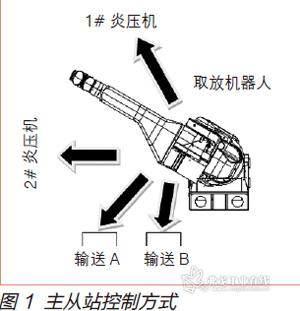
主从站控制方式是指在多机协同工作中,通过硬接信号线连接站内各机器人。其中以利用一台机器人为主控端,同时利用内部输入输出信号命令统一分配和派发协同指令,工作时由主控机器人先执行程序,在执行相关动作前或完成相关动作后发出相应信号,其余机器人/设备在主程序中设置判断该信号执行条件,在得到相关信号时采取相应操作和作业,即完成多机协同工作。
案例1:在某汽车轮毂厂有1台搬运机器人、2台炎压设备以及输送设备(见图1),可以设置机器人为主控端,同时控制1#炎压机、2#炎压机和输送链B。起动时,由输送链A送达待加工件,机器人在取件后通知1#炎压机升温并打开舱门,机器人放入加工件并通知2#炎压机点火升温预热;1#炎压机完成加工后,取出工件并通知2#炎压机开舱门同时发出信号让1#炎压机熄火和关闭舱门;机器人在2#炎压机内完成加工后取出工件,通知2#炎压机熄火并关闭舱门,同时将完成件放入输送链B,发出信号通知输送运走,如此循环,即为机器人与其他设备之间的多机协同中的主从站控制方式。
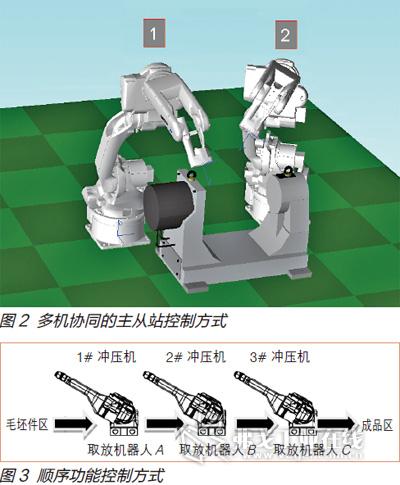
案例2:在某汽车零部件加工厂,需要2台机器人配合完成翻转台焊接产品工作(见图2)。可以设置1#机器人为主控制端,通过接线控制2#机器人和翻转台。在编写路径点程序时统一编辑2#机器人以及翻转台的姿态点,以达到运行时的同步协调和配合工作,这即为机器人之间多机协同的主从控制方式,完成多台机器人之间的配合协同工作。
2.顺序功能控制方式
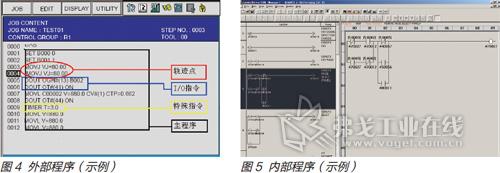
顺序功能控制方式是指每一道工序都相对独立,但会以工艺顺序为纽带,按工序方向将控制信号顺递传导。
案例3:某冲压厂冲压流水线,每台取放机器人配合1台冲压机完成冲压件的加工(见图3)。某工件有3道冲压工序,我们可以按工序排放相关设备。运行时,机器人A在毛坯区取件后协同1#冲压机完成第一道工序后,由机器人A发出信号通知机器人B前去取件至2#冲压机。机器人B会在2#冲压机完成冲压后通知机器人C前去取件至3#冲压机。机器人C会在3#冲压机完成冲压后将工件放入成品区。3台机器同步运行、顺序控制以达到协同作业的目的。
内部控制命令
目前工业机器人自带系统中都有一套成熟的类似汇编语言的高级逻辑命令,比较常见的有IF(判断指令)、WAIT(等待指令)、CALL(调用指令)和JUMP(跳转指令)。还有一些关于I/O的控制指令,在此以安川NX100为例:OUT OT#(NO.)为瞬间输出指令;“PULES OT#(NO.)T=输出时间”为脉冲输出指令;“DOUT OGH(NO.):(4位)”为输出指令;“DOUT OGH(NO.):(8位)”为输出指令;“AOUT AO#(NO.)”为模拟量输出指令等。以上命令为我们在相关系统控制中脱离PLC实现简单逻辑功能提供了平台,从而使单/多机系统控制无PLC化成为可能。
机器人控制程序分类
机器人控制程序一般分为两种,即外部控制程序和内部控制程序。在此以安川机器人为例对机器人控制程序进行说明。
1.外部程序
外部程序(见图4)也叫路径点程序,面向最终客户,主要以机器人轨迹点编辑配合相关控制命令完成其工作内容。
2.内部程序
内部程序(见图5)有一套类似PLC的逻辑控制程序来实现机器人内部各单元的信号和数据处理。通过专用软件(如安川机器人的CIO程序及配套的LadderEditor32NX软件),可以以指令或者梯形图的方式出现,以方便高级维护人员编辑、操作和使用。
在一般的机器人系统集成中,当机器人相关指令无法完全表达时,很多复杂的逻辑控制通常都由外部PLC系统统一处理和解决。但是在某些集成案例中由于没有PLC系统,需要我们通过修改内部这套程序来达到相关控制目的,在确保机器人运行安全、稳定和可靠的情况下来更好地满足最终用户的特殊需要。
系统控制的通信方式
按照系统的集成度,常用到的系统控制方式为无源干触点通信方式和现场总线通信方式。通常我们由低到高来选择通信方式,具体还要结合成本投入以及现场实际情况而定。
1.无源干触点通信
无源干触点通信是最为常见的通信方式。由于机器人提供相应的输入/输出端子端,无论面对的是机器人还是其他设备或者一些检测元件,这种通信方式都可以简单、方便地对现场实现系统集成。其优点在于操作难度要求低,不受通信协议限制,只要对方设备能接收24V继电器信号,达到我们需要的控制要求,有几根线加几个继电器转接过渡或者直接使用,配合机器人的相关输入/输出指令即可完成相关信号通信。
2.现场总线
现场总线存在于多台机器人中,也针对一些自身有PLC且自动化程度较高以及工序较为复杂的工业设备的场合。目前主流的机器人都支持PROFIBUS-DP、DeviceNet和ModBus等通信协议。另外,日系机器人还支持基于日系工控产品所使用的通信协议,如CC-Link和Host-Link等。
系统控制扩展的功能和用途
随着工业自动化程度的日益提高,在如今单体机器人或者多台机器人系统中,对于外部设备使用的数量越来越多,生产的产品质量要求越来越高。通常在此类案例中,集成控制都由系统内的PLC单元负责。
其实很多主流机器人厂家在设计机器人集成时为了扩展用途都预留了很多扩展端口,但是普通用户由于不了解、未使用到或者无权限打开相关集成菜单而放弃了这些资源。我们可以通过在初始化中设置相关单元,使机器人CPU识别插入扩展槽中的特殊用途板卡,通过机器人系统来集成相关外部设备,达到在系统控制中实现某些特殊用途。
以安川机器人为例,我们可以通过示教盘在系统界面进入设置功能,从而进入I/O模块功能,这样可以识别到事先插入到机器人扩展槽里的NIO01-02板。
案例4:某厂来料加工的半成品需要条形码识别,我们可以通过将条形码识别器安装在取放件机器人臂轴上,同时在机器人I/O扩展槽中安装条形码识别板卡,添加运用后完成检索,达到无需另外增加系统而实现机器人自动分类检放的功能。
结语
在工业机器人应用日益普及的今天,机器人自动化系统的集成程度在很大程度上取决于我们对于其功能性、经济性、安全性以及便捷性的取舍。对于小型生产线车间柔性化生产中所需的系统改造和预算较少的自动化改造来说,无PLC参与的机器人改造方案无疑为我们在面对众多方案时,提供了另外一种思路。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖