提高20R4-3轴套内表面残余奥氏体含量
本文分析了20R4-3轴套内表面残余奥氏体含量偏低的原因,制定了改进措施,最终达到提高20R4-3轴套内表面残余奥氏体含量的目的。
轴套是万向节十字轴总成的重要零件,其质量好坏直接关系到总成的整体使用寿命,所以客户对轴套的质量非常重视。我公司某国外客户图样要求20R4-3成品轴套内壁表面残余奥氏体(以下简称“残奥”)含量必须控制为10%~30%,但客户在抽检时发现产品内表面残奥含量低于10%,且内表面硬度偏低。轴套内壁残奥含量的多少直接影响产品的使用寿命,为了满足客户残奥含量10%~30%的要求,我们根据现场调查抽检的结果(残奥含量最高为18%,最低为5%),制定措施将轴套内壁残奥含量最少提高到10%以上。
现场调查
从对成品和热处理后20R4-3轴套内壁残奥含量实测情况统计的结果来看,成品和热处理后都抽检12个样品,成品有5个残奥含量低于要求,热处理后有3个残奥含量低于要求,说明成品的残奥含量低于热处理后的,两者相差约3%。而且在抽检合格的试样中,残奥含量全部低于中差20%以下(工艺要求为10%~30%),都接近下偏差。产品在热处理工序中内壁残奥含量偏低,影响产品质量的同时还影响了产品的交货,返工导致产品变形且增加加工成本。针对目前的现状,提高20R4-3轴套内壁残余奥氏体含量已迫在眉睫。
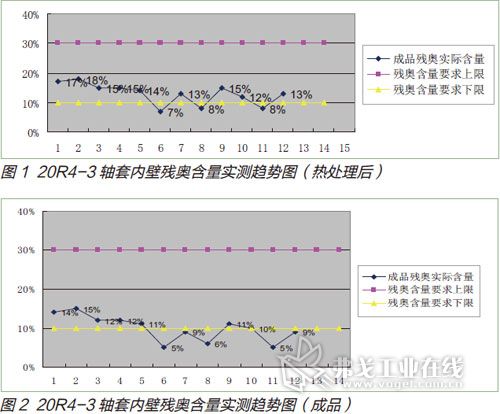
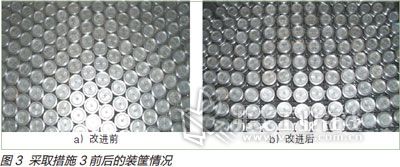
根据客户反馈问题,小组成员对热处理后的20R4-3轴套内壁残奥含量按料筐中的不同位置进行了抽检,发现20R4-3轴套热处理后内壁残奥含量平均为12.9%,不合格率为25%(见图1);对磨加工后成品20R4-3轴套内壁的残奥含量进行了检测,20R4-3轴套成品内壁残奥含量平均为9.9%,不合格率为42%(见图2)。
原因分析及要因确认
1.炉内温度不均匀
对加工的热处理设备进行炉温均匀性检测后,检测最低和最高相差8℃,符合规范±10℃的要求,因此不存在炉内温度不均匀的问题。
2.产品热处理后底部内径变形收缩量大
小组对热处理后的20R4-3产品变形量进行了检测,发现产品热处理后上口部内径的平均变形量为0.005mm,底部内径的平均变形量为0.147mm,底部变形量比口部大0.142mm,为保证工艺尺寸,底部内径磨削量增加,底部内表面残奥被磨去量也增加,这是引起轴套内表面残余奥氏体偏低的要因之一。
3.原材料含碳量低
经对原材料钢厂的质量保证书及我公司委托第三方的检测报告分析,原材料的含碳量都符合相关标准要求,不存在原材料碳含量低引起轴套内表面残余奥氏体量偏低问题。
4.强渗区碳势温度低,淬火区温度低
经过对比分析,目前强渗时碳势定为1.15%C,淬火温度设定为860℃,只能适合普通产品加工,但对表面残奥有特殊要求的产品不适合,需重新对工艺进行调整,这是引起残余奥氏体量偏低的要因之一。
5.装筐时中心部位装得太密
料筐中心部位产品装得太密,产品之间互相紧挨,炉内气氛不能顺利流通,与产品表面接触不充分,导致产品表面残奥含量偏低,这是引起残余奥氏体量偏低的要因之一。
6.检测标准与客户要求不同
金相室按照客户的热处理过程、热处理炉及其辅助设备的控制ARM规范1和100要求进行检测,设备采用先进的FM-7显微硬度计,检验人员持证上岗,符合客户规定要求,不存在检测标准与客户要求不同的情况。
小组对以上因素进行全面调查分析后,最终得出以下3个导致20R4-3轴套内表面残奥含量偏低的末端因素,该3个末端因素和针对末端因素采取的提高20R4-3轴套内表面残奥含量的措施如表所示。采取措施1后,小组对更改底部尺寸后的轴套按原热处理工艺进行了加工,并对热处理后轴套内壁残奥含量与磨加工后(成品)的残奥含量进行了检测对比,发现残奥量两者差距由3%下降到0.25%。
采取措施2后,小组对更改热处理工艺后20R4-3轴套内壁残奥含量按相同的抽样方法(抽检12个样品)进行了检测,发现残奥含量平均提高了4.75%。
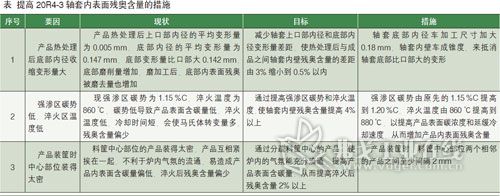
采取措施3后(见图3),小组对装筐方法改进后的20R4-3轴套内壁残奥含量按相同的抽样方法进行了检测,发现残奥含量改进后平均提高了2.58%。
效果验证
小组对上述3个对策综合实施完后所加工出来产品的表面残奥含量进行抽检,结果都控制为10%~30%,最低为15%,平均为19.3%,和客户要求的10%~30%中差接近,轴套内表面硬度也完全满足客户要求。
为了对改进后的效果进行固化,我们根据20R4-3轴套在热处理工序的装筐要求制定出相应的《装筐作业规程》,并对热处理加工20R4-3轴套工艺卡进行了更改,20R4-3轴套工艺淬火温度改为880℃,强渗区碳势提高到1.20%C。
结语
1.直接经济效益
改进前,由于产品热处理后内壁残奥含量达不到客户10%~30%的要求,遭客户退货报废3万只;改进后,20R4-3轴套产品内壁残奥含量达到了客户要求,没有出现退货情况。按热处理交仓结算价每只3.36元计算,可减少报废费用100800元。
2.间接经济效益
(1)该项目的完成使20R4-3轴套内壁残奥含量最低提高到15%,内表面最低硬度提高了3HRC,产品的耐磨性得到了提高,延长了产品的使用寿命。
(2)我公司掌握了产品表面残奥含量控制的加工工艺,其成功尝试为处理类似问题积累了经验。
(3)为今后改进的顺利开展奠定了坚实的基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖