弧焊机器人在仪表台骨架上的应用
本文首先介绍弧焊机器人系统组成及焊接特点,然后通过介绍仪表台人工焊接存在问题引出了弧焊机器人焊接总体方案思路。在弧焊机器人的实际应用过程中,焊接质量、生产效率以及工人的劳动条件等方面均有较为明显的提升。
随着汽车制造业的发展及对焊接质量的要求,实现汽车焊接的自动化、柔性化与智能化已经成为必然趋势,采用机器人焊接已经成为焊接技术自动化的重要途径。制造企业为适应焊装新技术应用的要求,江淮汽车引进比传统人工弧焊更加先进、更有发展前景的机器人弧焊技术,推动公司工艺水平的进步。
总体方案思路
仪表台骨架焊接基本采用弧焊,弧焊长度达到1000mm以上,传统弧焊焊接一般采用人工CO2保护焊,存在焊缝不稳定、焊接质量差、工作效率低以及对人体伤害大等缺点。江淮汽车外协管理模块化使得仪表台焊接集中在一个厂家进行,焊接经验不断累积;江淮汽车外协冲焊一体化更是提升了外协厂家主观能动性。近年来,随着市场竞争的日趋激烈,提高焊接生产率、保证焊接质量以及实现焊接生产自动化和智能化得到了焊接生产企业的日趋重视。为了提升焊接质量,提高焊接生产率,改善工人作业条件,江淮汽车在瑞风S5、和悦A30仪表台焊接生产线上引进弧焊机器人。

系统组成及焊接特点
1.系统组成
一个弧焊机器人系统的基本硬件一般包括:焊接机器人本体、焊接设备、变位机、工装夹具、安全设施、控制系统及其他辅助部分,如焊接烟尘处理、传感器等,具体职能如表所示。
江淮汽车仪表台生产线所选用的弧焊机器人是日本松下推出的TA-1400机型(见图1),包括机器人本体、机器人控制柜和示校盒3个部分。
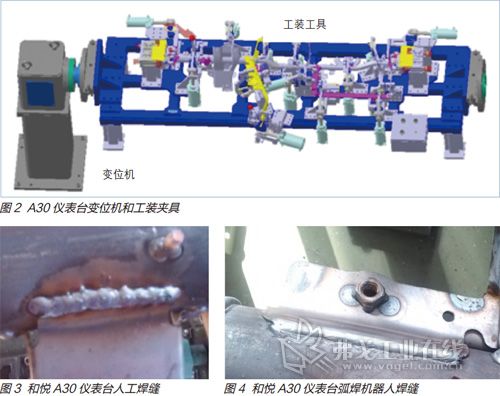
焊接设备一般包括:焊接电源、送丝机、焊枪、防碰撞传感器、水冷装置和清枪剪丝机,一般根据所焊工件的焊接工艺要求选择配置。瑞风S5、和悦A30夹具设计时充分考虑到生产线布局,具备完成工件定位,确保工件装夹一致性,确保工件尺寸符合图样要求,满足弧焊机器人操作要求。A30仪表台变位机和工装夹具如图2所示。
瑞风S5、和悦A30仪表台弧焊生产线采用带警示色彩的防护围栏,焊接操作时,人员无法进入弧焊区域,有效地体现了对人、设备和产品的安全保障。
2.焊接特点
弧焊机器人具有焊接性能可靠、焊缝质量优良、焊接参数调整方便、生产效率高以及柔性好等特点,可焊接多种多样的产品,能灵活调整生产安排。同时机器人焊接与人工焊接相比具有以下优势:提高了焊接质量及生产效率、降低了工人劳动强度、改善了工人作业条件以及可以实现焊接生产线柔性化等。
应用效果
1.提高焊接质量
焊接过程、焊接参数恒定,焊接质量受人为因素的影响减小,降低了对工人操作技术水平的要求。通过弧焊机器人的高级功能应用还可以根据焊接条件修正焊接参数,大幅度提升了焊接质量。
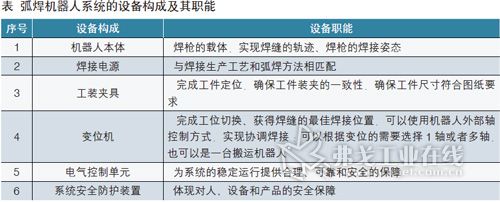
由图3和图4对比可知,弧焊机器人焊接焊缝相较人工焊缝焊接均匀,无毛刺、飞溅和焊渣,焊接质量有了显著提升。弧焊机器人的应用令焊缝质量得到提升,使得涂装喷涂效果优良,不易生锈。
2.提高生产率
弧焊机器人可以实现一次装夹,通过机器人与变位机配合可自动完成以往几次工位才能完成的所有焊缝的焊接;机器人及变位机的动作快速准确,焊缝之间的切换时间也大大缩短。
3.便于生产计划安排,产品周期明确
机器人根据程序动作,生产节拍基本固定,使得生产安排更加方便合理。
4.新产品投入生产周期缩短
由于焊接机器人系统的柔性化,通过更换夹具、更换调用程序可以很快实现不同产品的批量生产。
5.改善工人的劳动条件
工人只需要装卸工件、按操作按钮,焊接过程全自动化,不需要人工干预,工人远离了焊接弧光、烟尘和飞溅,大幅度改善了工人的劳动环境及强度。
结语
瑞风S5、和悦A30仪表台弧焊机器人的成功应用填补了江淮汽车弧焊机器人焊接的空白,满足了公司提升产品工艺水平的需求,实现了焊接技术的一次大升级。通过在项目中的实际应用,我们获得了弧焊机器人焊接的第一手资料,并形成了一系列的弧焊机器人焊接规范,为后续项目应用提供了完善参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖