白光测量技术在整车匹配中的应用
本文以整车后组合灯外观尺寸分析为例,对传统方法和白光测量技术进行了对比,分析了白光测量在整车零件匹配尺寸分析领域的优势,为白光测量技术在整车匹配中的应用做出了有益探索。
白光测量技术是对一种光学测量技术的俗称,是基于白光照相的非接触测量手段。在汽车行业,白光测量技术最早被应用于产品设计阶段和制作零件三维数据模型的逆向工程,随后又在模具和零件的尺寸分析测量领域得到广泛应用。如今在国外,白光测量技术早已被普遍应用于零件的分析测量中,并已渐有被最新的蓝光测量技术取代的趋势。
白光测量技术广泛应用于产品逆向开发、模具生产等领域,近年来该技术在零(合)件批量测量上也得到了一定应用,但目前在国内的整车零件匹配尺寸分析领域的应用还没有得到充分开发。对于整车零件匹配来说, 白光测量技术与传统测量手段相比,具有数据量大、数据连续直观的优势,特别是针对装配过程中不可视区域有着独特的尺寸解析能力。本文以后组合灯外观尺寸分析为例,对传统方法和白光测量技术进行了对比分析。
后组合灯尺寸分析的传统方法
1. 传统匹配流程
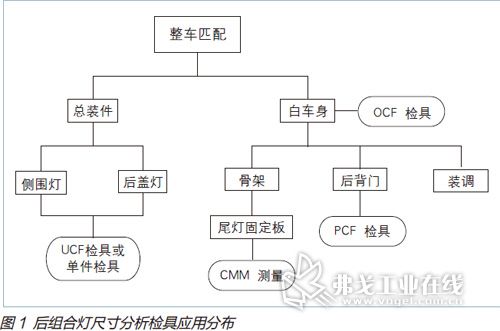
后组合灯尺寸传统匹配方式主要通过三坐标(CMM)、开口检具(OCF)、整车主模型检具(UCF)和车身检具(PCF)等几种测量方式结合完成。
如图1所示,在后组合灯尺寸匹配过程中,CMM主要用于监控侧围型面及尾灯固定板状态;OCF主要用于监控白车身外观及功能尺寸;UCF或单件检具主要用于监控组合灯零件尺寸;PCF主要用于确认后背门灯口处压合状态。
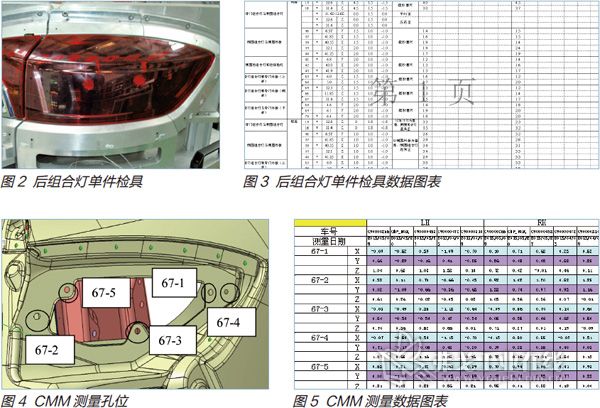
当生产组合灯外观特性出现问题时,如侧围灯与行李箱盖灯之间断差超差,首先在UCF或单件检具(见图2)上确认侧围灯与行李箱盖灯间断差与锁定数据之间的变化(见图3),同时要通过开口检具确认白车身后背门灯口位置与侧围尾灯固定板之间功能尺寸是否超差,并通过CMM测量出骨架尾灯固定板定位孔(见图4)、定位面及周边型面数据(见图5),通过PCF测量出后背门定位面及灯口安装面等数据。
最后,专业技术员将各个环节测量数据整合分析,得出问题原因。

2.传统匹配分析工时及工作量
传统匹配分析工时及工作量如表1所示。在后组合灯问题分析上,传统匹配分析方法分析虽全面,但存在分析环节多、涉及检具多、操作人数多及分析周期长等问题。同时,分析结果需要技术人员凭借经验能力将大量数据进行整合分析得出,存在人为误差,多数情况下只能为尺寸优化提供方向性的指导。
基于白光测量的后组合灯问题分析
1. 白光测量分析过程及结果输出
遇到同样的后端组合灯尺寸匹配问题时,白光测量分析操作步骤如下:
(1)利用白光设备对后端问题区域进行局部扫描,得到局部表面点云数据,通过点云数据与产品数模拟合可以直观看到组合灯的相对空间趋势(见图6),并可以在点云数据上实现对任意点的数据提取(见图7)。
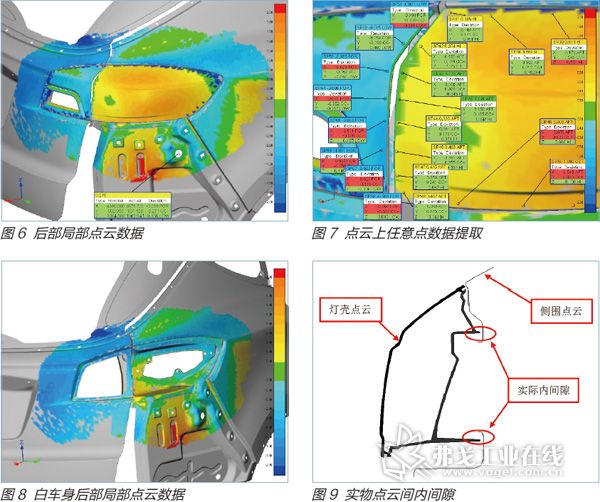
(2)对侧围灯、行李箱盖灯分别进行整体白光测量,得到实物点云数据,并将实物点云数据分别与产品数模、锁定数据进行拟合分析,分别得到实物与理论的偏差、实物与锁定数据的偏差,用来识别是否是实物灯的制件问题。
(3)对白车身后端局部进行白光测量,得到白车身局部点云数据,如图8所示。
(4)将步骤(2)(3)的点云数据通过步骤(1)中实际装车点云位置进行数字化装配,并将装配结果进行剖切,从而能够得到实际装配时组合灯与白车身间的内间隙(见图9),将此间隙值与理论间隙进行比对,进而得出内部定位面间贴合、干涉以及密封条压缩量等情况。在实际工作中,我们也是在此环节找到了问题真因,为尺寸优化提供了直接依据。

2. 白光测量分析工时及工作量
白光测量分析工时及工作量如表2所示。在后组合灯问题的分析上,通过白光测量技术得到了各个零件的实际点云数据,点云的信息量要远远超过普通检具与CMM测量,在人力与工时消耗上也明显低于传统匹配方式。同时,利用点云间数字化装配得到件与件之间的内部信息的能力也是CMM测量与传统检具测量无法做到的。

结语
实践表明,本文描述的白光测量技术在后组合灯尺寸分析上的探索性应用取得了成功。综合以上分析过程,并结合各类测量方法的自身特点,对白光测量与常用测量方式进行对比,分析结果如表3所示。
从表3可见,白光测量与CMM测量相比具有数据量大、数据状态直观,且环境敏感度低的优势。与检具测量相比,除数据上的优势外,白光测量的数据精准性、通用性、效率及分析功能上都更胜一筹。同时,白光测量具有对装配关系件的内部分析功能,这是传统测量手段不具备的。但如果只需要测量某个零件的特定孔位、孔面的局部特征,白光测量单次测量数据量大的优势体现不出来时,它的效率就不如CMM测量与专用检具测量了。
随着白光测量技术的推广应用,在未来的汽车开发、制造领域,具有庞大数据采集量与强大数据处理功能的白光测量技术还将发挥更大的作用。而我们将继续借助白光测量技术深入摸索整车零件虚拟匹配、尺寸优化的方法,以期实现对零件的远程质量监控,从而达到缩短产品开发周期、提高生产效率和降低成本的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖