B柱产品的机器人点焊生产线
焊接机器人是焊接设备柔性化的最佳选择,本文通过对长安福特新福克斯B柱产品应用的机器人点焊生产线为例系统的分析,展示了机器人点焊的优势。
近年来,汽车工业在焊接新技术的应用及推广方面起到了积极的推动作用。针对汽车产品“更轻、更安全、性能更好且成本更低”的发展目标,当前的汽车焊接技术正在传统的材料连接概念与方法的基础上迅速地延伸和拓展,并向先进的“精量化焊接制造”的方向发展。
随着车身向着轻量化方向发展,车身材料的轻量化及车身金属材料的非金属化是必然趋势。未来车身材料仍以钢板为主,但是一些复合材料将得到广泛应用。减轻汽车整车的重量对于节省燃油消耗,保护环境有着极其重要的意义,它是当今汽车制造工业一个新的发展趋势。
减轻重量不仅要从结构设计上考虑减轻材料重量,还要从开辟铝锰轻合金、陶瓷材料以及碳纤维增强塑料等在汽车制造生产中的应用来考虑。对于机器人焊接工艺技术来说,将面临着一个新课题、新挑战。
机器人焊接的特点
汽车制造的批量化、高效率和对产品质量一致性的要求,使机器人生产方式在汽车焊接中获得了大量应用。焊接机器人是本体独立、动作自由度多、程序变更灵活、自动化程度高和柔性程度极高的焊接设备。具有重复精度高、焊接质量好、运动速度快和动作稳定可靠等特点,焊接机器人是焊接设备柔性化的最佳选择。焊接设备作为焊装生产线的重要组成部分,是否采用焊接机器人是焊装生产线柔性程度的重要标志之一。
采用机器人进行焊接能够提高劳动生产率,把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来;稳定和提高产品质量、改善劳动条件、降低人工成本、缩短生产周期以及保证生产均衡性;能给企业带来显著的经济效益。下面我们以汽车B柱产品焊接项目为例,介绍了机器人点焊生产线的组成及优势。
机器人焊接的应用
1.项目概述
焊接机器人、焊接工装夹具及柔性切换装置具有以下优点:易于实现焊接产品质量的稳定和提高,保证其均一性;提高生产率,一天可以24 h连续生产;改善工人劳动条件,可以在有害环境下长期工作;降低对工人操作技术难度的要求;缩短产品改型换代的准备周期,减少相应的设备投资;可实现小批量产品焊接自动化;为焊接柔性生产线提供技术基础。
该机器人的点焊生产线主要用于生产长安福特新福克斯的B柱,此款B柱为热成形钢板。该点焊生产线包含两个工作站:OP10平板点焊机器人系统和OP20增打点焊机器人系统。

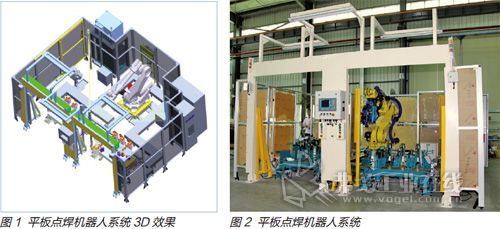
(1)平板点焊机器人系统
根据实际要求设计的平板点焊机器人系统的3D效果图及现场照片如图1、图2所示,系统主要构成如表1所示。
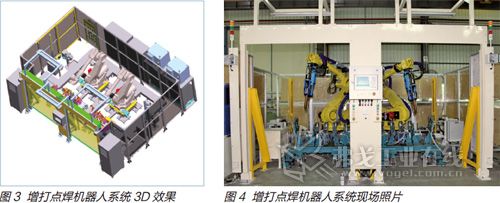
(2)增打点焊机器人系统
根据实际要求设计的增打点焊机器人系统3D效果图及现场照片如图3、图4所示,系统主要构成如表2所示。

2.系统核心部件介绍
(1)FANUC机器人应用特点
FANUC机器人的应用可以稳定和提高焊接质量;提高劳动生产率;改善工人劳动强度,可在有害环境下工作;降低了对工人操作技术的要求;缩短了产品改型换代的准备周期,减少相应的设备投资。
(2)中频逆变控制器优点
中频逆变控制器功率因素接近于1,它的应用能够消除对供电电源的污染,实现洁净焊接;减少电源消耗,节能降耗;焊接控制电流更精确;增加焊接工艺稳定;数字化控制提高了电流控制和测量精度;焊接时间精确到毫秒,可以对焊接的时间任意控制。
(3)伺服机器人焊钳
伺服机器人焊钳利用伺服电动机替代压缩空气作为动力源的一种新型焊钳,它具有以下优点:
①提高车身的表面质量 伺服焊钳由于采用的是伺服电动机,电极的动作速度在接触到工件前,可由高速准确地调整到低速,这样,就可以形成电极对工件软接触,减轻电极冲击所造成的压痕,从而也减轻了后序车身表面修磨处理量,提高了车身质量。而且,应用伺服控制技术可以对焊接参数进行数字化控制管理,可以保证提供出最佳焊接参数数据,保证焊接质量。
②改善作业环境 由于电极对工件是软接触,可以减轻冲击噪声,也不会出现使用气动焊钳时所造成的排气噪声,改善了现场的作业环境。
③提高生产效率 伺服焊钳的加压、开放动作由机器人来自动控制。与气动焊钳相比,伺服焊钳的动作路径可以控制到最短化,缩短生产节拍,提高生产
效率。
机器人焊接的优势
采用机器人进行焊接作业可以极大地提高经济效益,传统的人工焊接持续率仅为35%~55%,而机器人焊接的持续率超过85%;另一方面,机器人的移位速度快,可达3m/s,甚至更快。因此,机器人焊接比人工焊接效率可提高2~4倍,焊接质量优良且稳定。在系统人员配备上,传统工艺需要6台专机和6名操作人员,而现有生产线仅需2套系统和2名操作人员,极大地节省了设备和人员成本;在系统产能方面,现有生产线节拍为60s,而传统工艺生产节拍为80s,很大程度上缩减了生产节拍;系统中频焊接电源与交流电源投资及节能对比如表3所示。
项目实施前后指标比较如下:劳动生产率从45台/h提升到60台/h;产品质量,即产品合格率从80%提升到95%;产品成本(单位产品毛利率)从35%提升到45%;人力成本(该生产工段需要的人数)从以往的6人减少为2人;年耗电费用从349 920元降低到58 320元。总体来看,该项目的实施从各方面提升了生产效率、减小了生产成本,值得企业加以推广应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖