基于重卡车架横梁的机器人弧焊工艺应用
D760系列车型是东风商用车有限公司近年开发的全新战略高端车型,为大功率载重汽车,主要面向高端市场用户和国际市场需求,商品技术水平和性能较现有车型有显著提升,并力争成为国内重卡新标杆。
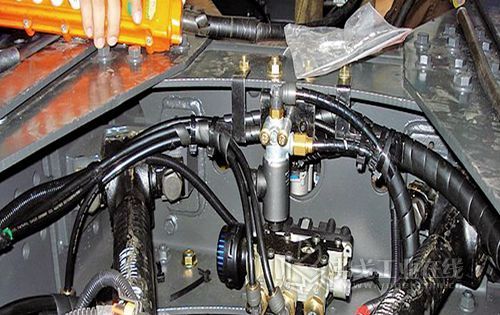
该车型对其各分总成制造技术水平和质量要求较高,其车架总成空气悬架横梁总成处横梁要求为焊接结构,横梁与V型推力杆支座以焊接方式连接(全新结构),焊接完后与V型推力杆总成采用螺栓进行装配(见图1)。
横梁工艺合件结构分析
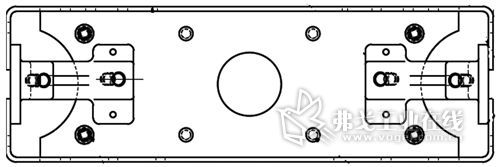
该横梁工艺合件(横梁与推力杆支座连接后的结构)由横梁和两个推力杆支座连接而成,推力杆支座为铸钢件材料(ZG340-550H),横梁为热轧板材料(16MnL),两个支座通过搭接方式与横梁左右对称连接,横梁工艺合件如图2所示。
横梁工艺合件弧焊工艺要求
由于我厂此前未进行过上述两种材料的焊接生产,想要利用焊接手段在现场生产该全新横梁工艺合件,首先必须从工艺试验上探索验证铸钢件材料和热轧板材料的焊接性能,进行工艺评价后,才能确定横梁工艺合件的焊接工艺要求,进而探索实现机器人弧焊工艺生产。

1.零件材料焊接工艺试验
工艺试验焊接时采用手工CO2气体保护焊,焊丝选用镀铜气保焊丝ER50-6(H08Mn2SiA),φ1.2 mm,焊接电流调整为280~300 A,电压为30~
31 V,气体流量为22 L/min,焊接接头采用搭接方式,为验证焊接面倒角的有无和焊角高度对焊接性能的影响程度,焊接时共分4种类型:
(1)焊缝K=6推力杆支座样件有倒角和无倒角各焊两件,均为四周满焊;
(2)焊缝K=8推力杆支座样件有倒角和无倒角各焊两件,均为四周满焊。
2.材料焊接工艺评价
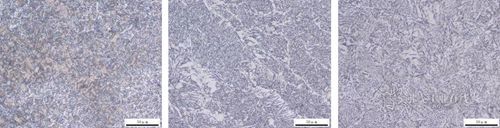
通过将材料焊接样件送检,检验焊缝宏观形貌和各区微观组织,检验结果如图3、图4所示。
通过分析金相检测结果,显示焊件出现未填满坡口,产生未熔合,形成类似裂纹的缺口(见图3红圈处)。究其原因,坡口处(有倒角)焊枪可达性较差,焊接时容易产生未焊透。
此外,焊接样件各处未产生裂纹,且两种材料焊接性能良好,为保证焊接质量,推力杆支座不应倒角(不开坡口),检验过程中实际焊角高度K值均不小于7 mm,为保证焊缝强度,K值取8 mm较好。
3.横梁工艺合件焊接工艺要求确定
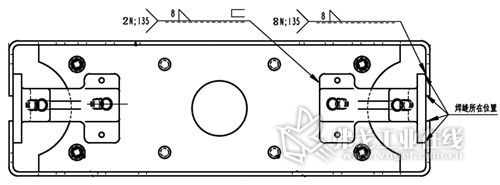
通过材料焊接工艺评价,并经最终确认,该横梁工艺合件焊接工艺要求为:推力杆支座与横梁一端头搭接四条焊缝,与横梁腹面搭接一条三面焊缝,对称焊接,焊角高度K值控制为8 mm,采用CO2气体保护焊工艺,如图5所示。

创新机器人弧焊工艺
确定好横梁工艺合件焊接工艺要求后,可进行焊接工艺方案的制定,用以生产该横梁工艺合件。
1.原弧焊工艺分析
在D760车型试制阶段,该横梁工艺合件沿用传统手工电弧焊工艺,即人工将横梁与推力杆支座装配点定焊后,采用手工全焊缝焊接,设计制作装配点定夹具和手工操作变位机,变位机用以变换横梁工艺合件姿态,便于手工焊接操作。传统手工电弧焊工艺存在以下问题:
(1)焊缝外观质量不稳定,差异性较大,一致性难以保证;
(2)手工弧焊工艺节拍较低,单件工艺合件焊接节拍10 min/件左右;
(3)焊接劳动强度大,易造成困难作业,与企业宗旨不符;
(4)传统手工焊接工艺难以达到全新高端车型技术水平要求。

2.现弧焊工艺探索
想要规避上述问题,适应全新重卡品质的技术要求,必须探索新的弧焊工艺生产该横梁工艺合件。机器人焊接作为较成熟的生产手段已在国内外普遍得到应用,机器人焊接可保证焊缝外观质量的稳定和一致性,通过优化方案,可提高原单件工艺合件焊接节拍,且机器人自动焊接可大大降低员工的劳动强度。但基于我厂全新的重卡车架横梁工艺合件,实现机器人弧焊工艺生产还需进一步探索,首先必须解决两大问题,方可实现机器人弧焊工艺生产:第一,由于横梁工艺合件内部推力杆支座与横梁上下翼面空间较窄,现有普通焊枪结构集成于机器人后,焊枪易与横梁产生干涉,影响焊枪行走焊接;第二,实现机器人弧焊工艺生产,除焊接电源参数需确定外,还需探索机器人自身运动参数。
由于现有普通焊枪不适合机器人焊接生产该横梁合件,经研究,需设计专用特制焊枪集成于机器人,特制焊枪结构以不与横梁产生干涉且可正常行走焊接为宜,特制焊枪如图6所示。
在探索机器人弧焊参数过程中,需进行多轮焊接参数调试,以期最终符合焊接工艺要求(焊角尺寸、焊缝外观质量等),参数调试情况如表2所示。
通过多轮焊接调试摸索,机器人弧焊工艺参数已基本确定,在设计制作相应工装夹具和辅助设备后,即可实现机器人弧焊工艺生产。
机器人弧焊工艺在横梁工艺合件生产中的应用
1.系统组成
机器人弧焊设备系统主要由机器人弧焊系统、电气控制系统、焊接工装及设备、除尘系统和其他辅助设施组成,组成现场如图7所示。
(1)机器人弧焊系统
机器人弧焊系统包括特制焊枪、水冷设备、焊接电源、控制拒、送丝机构、示教器与机器人。弧焊系统与机器人一体为ABB弧焊机器人包。采用IRB1410型号的多关节立式6轴机器人,其工作可靠、性能卓越,最大行程为1.44 m,六自由度满足焊接时的柔性化要求,机器人具备示教编程、示教再现和防碰撞等功能。焊接电源采用松下YD-500GR3型号,具备与机器人控制柜通信功能。
(2)电气控制系统
电气控制系统主要由机器人控制系统、PLC控制系统、变频器和伺服电动机等组成,PLC控制系统完成对回转工作台动作的控制和操作,当操作人员按下装件完成按钮后,PLC程序对变频器进行驱动,使工件到达工作区域。随后依据选择的工件类型,向机器人控制器发送程序选择和工件到位信号,机器人依据信号对工件进行焊接,焊接完毕后,机器人回到原点。
(3)焊接工装及设备
焊接工装主要分为装配点定焊夹具和二工位回转工作台,设备含悬臂吊和焊接电源。横梁工艺合件采用装配点定焊夹具组合好后,通过悬臂吊转运至回转工作台,并通过工位工作台的变位,两个工位180°往复旋转,实现机器人对工件的焊接。当机器人焊接已组合好的工件时,另一工位上的操作人员可进行工件上、下料,节省了时间,提高效率。充分利用工位工作台的特点,使工件、回转工作台和机器人三者有机结合,提高焊接效率。
(4)除尘系统
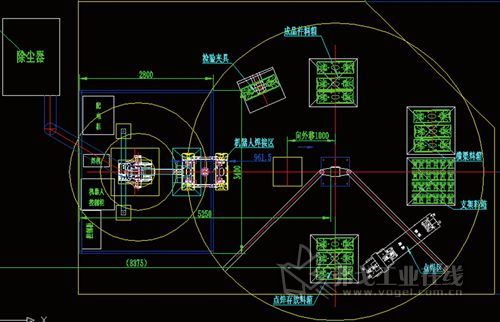
除尘系统包括烟尘捕集装置和除尘器,烟尘捕集装置置于横梁上方,捕集装置可覆盖整个横梁工艺合件区域,最大限度收集焊接烟尘,除尘设备选用唐纳森DFOI6沉流式一体化除尘器(专用焊接烟尘净化除尘器),运行时粉尘被捕集在滤筒外表面,并采用反吹方式依靠固态控制定时器进行清灰。机器人焊接工艺平面布置如图8所示。
2.横梁工艺合件焊接工艺流程
装配点焊好的横梁工艺合件被悬臂吊放上旋转工作台后,操作工按下启动按钮,回转台开始转动,转180°后停止,同时定位气缸伸出将工作台定位,定位完成后,机器人自动焊接,焊接完成后,机器人停在设定的起始点,等待下一个启动信号。
结语
在汽车零部件产品自动化技术和产品品质不断提高的今天,机器人焊接技术在汽车行业的应用已越来越广泛。在工厂面对全新的焊接产品和材料时,必须进行材料焊接试验和焊接工艺评价,确定好工艺要求后,才能探索应用更先进的焊接工艺手段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖