用CMT技术实现超薄板焊接!
CMT焊接的定义
CMT是Cold Meatal Transfer的缩写,意为冷金属过渡,CMT焊接是在MIG/MAG焊短路过渡基础上开发的焊接技术。
MIG/MAG焊具有生产率高、焊接成本低、能耗低、有利于实现焊接过程的机械化和自动化等优点,在国内外广泛应用,但由于存在热输入量大、变形严重以及飞溅无法避免等缺陷,限制了它在某些领域的应用,尤其1mm以下的薄板焊接更是其应用的“禁区”。这主要是由熔滴的过渡方式决定的,MIG/MAG焊的熔滴过渡方式分为短路过渡、滴状过渡和喷射过渡,分别适用于不同焊接参数的情况。
CMT焊接将送丝与焊接过程联系起来,利用数字化系统进行控制,系统自动监控短路过程,在熔滴过渡时,电源自动将短路电流降至非常低,几乎为零,热输入量也几乎为零,焊丝即停止前进并自动地回抽,从而实现熔滴的“冷”过渡。

图1 CMT焊接过程
CMT焊接的特点
CMT焊接同普通MIG/MAG焊接相比有三个显著的特点:
1.送丝运动与熔滴过渡过程进行数字化协调
CMT焊接将送丝运动与熔滴过渡结合在一起,当数字化的控制监测到一个短路信号,就会反馈给送丝机,送丝机作出回应,迅速回抽焊丝,从而使得焊丝与熔滴分离。在全数字化的控制下,这种过渡方式完全区别于传统的熔滴过渡方式。普通MIG/MAG焊在焊接过程中,焊丝干伸长改变时,焊接电流会增加或减少。而CMT焊焊丝干伸长改变时,仅仅改变送丝速度,不会导致焊接电流的变化,从而实现一致的熔深,加上弧长高度的稳定性,就能达到非常均匀一致的焊缝外观成形。CMT的电弧长度控制是机械式的,它采用闭环控制并监测焊丝回抽长度,即电弧长度。
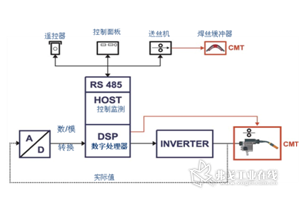
图2 CMT控制电路

图3 焊丝回抽机构
2.低热输入量
数字化控制的CMT焊接系统会自动监控短路过渡的过程,在熔滴过渡时,电源将电流降至非常低,几乎为零(见图4),热输入量也几乎为零, 焊丝即停止前进并自动地回抽。在这种方式中,电弧自身输入热量的过程很短。短路发生,电弧即熄灭,热输入量迅速地减少。整个焊接过程即在冷热交替中循环往复。与普通的MIG/MAG焊相比,CMT焊接的热输入量可减少50%以上,因此CMT焊接比普通的MIG/MAG焊有焊缝更均匀、可以实现0.3mm的超薄板焊接以及良好的搭桥能力等优点。
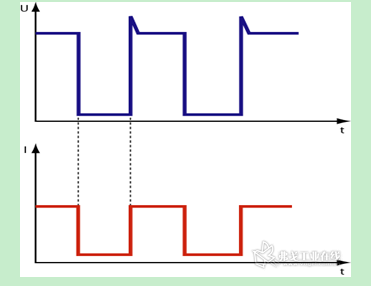
图4 CMT焊接过程电压、电流图示
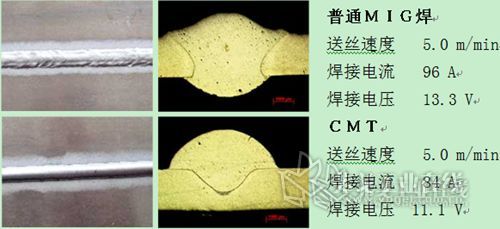
图5 普通MIG焊与CMT焊接外观对比
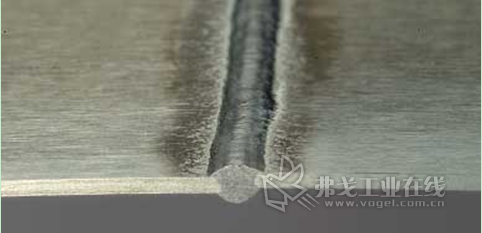
图6 CMT焊接0.8mm铝板(背面未加衬垫)
3.无焊接飞溅
通过对短路状态的控制,保证熔滴短路时电流很小,焊丝的机械式回抽运动就保证了熔滴的正常脱落,由于没有普通MIA/MAG焊短路过渡时的短路桥爆炸,因此不会产生焊接飞溅。

图7 CMT焊接3mm搭接间隙部位,无飞溅产生
CMT镀锌板焊接试验
随着对汽车防腐要求的提高,镀锌板在白车身上被大量应用。本次主要进行了镀锌板与镀锌板搭接CMT普通钢丝焊接试验、镀锌板与镀锌板搭接CMT铜焊试验以及镀锌板与铝板CMT焊接试验。
1.镀锌板与镀锌板搭接CMT钢丝焊接试验

图8 镀锌板的普通MAG焊(左)与CMT焊接(右)试验对比
对比结论:普通MAG焊焊接试片,飞溅大,背面烧痕严重,镀锌层被破坏;CMT焊焊接试片,有很少的飞溅产生,且背面烧痕比普通焊机小,但镀锌层同样被破坏。
通过试验说明CMT普通钢丝焊接虽然热输入量比普通MAG焊少,但同样存在背面镀锌层被破坏现象,影响防腐效果,因此CMT普通钢丝焊接不适合镀锌板薄板焊接。
2.镀锌板与镀锌板搭接CMT铜焊试验

图9 普通MAG铜焊(左)与CMT铜焊(右)镀锌板焊接试验
对比结论:普通焊机焊接试片,飞溅大,背面烧痕,镀锌层被破坏;CMT焊接试片,无飞溅产生,且背面无烧痕产生,背面局部有凸点产生,镀锌层较完整。
通过试验证明CMT铜焊在焊接薄板镀锌板式对背面镀锌层保护良好,对镀锌板防腐效果无影响。
3. 镀锌板与铝板CMT焊接试验
选取0.8mm镀锌板试片及0.7mm铝试片进行CMT异种母材焊接试验。

图10 CMT镀锌板与铝焊接试验
焊接试验结论:焊接过程无飞溅产生,背面烧痕很小,靠近铝板一边为普通焊接接头, 靠近钢一边为钎焊。
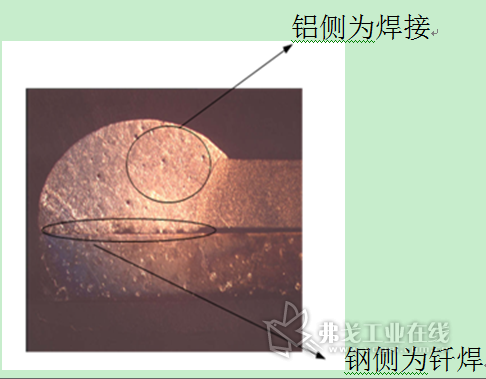
图11 CMT镀锌板与铝焊接试片断面
在过去铝和钢的连接仅仅可能通过激光或电子束焊接,现在CMT可实现这样的异种钢连接,接头质量和外观都是100%合格。
结语
CMT焊接技术的出现得益于数字化控制技术在焊接领域的应用。作为一种新技术,CMT焊接以其优良的焊接稳定性以及无焊接飞溅,低热量输入等优点,为低成本薄板焊接提供进了解决办法,并以其在镀锌板焊接和铝钢异种材料焊接时的优良表现,使CMT焊接技术在如今大规模使用镀锌板和铝钢连接的汽车制造行业有着广阔的应用前景。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖