当焊接机器人遇上现代传感技术
随着先进制造技术的发展,实现焊接的自动化与智能化已成为必然的趋势。目前,采用机器人焊接已成为焊接自动化技术的主要标志。焊接机器人由于具有通用性强、工作可靠的优点,受到人们越来越多的重视。
焊接时,由于电弧稳定性、焊接工艺参数、零件加工精度和工装精度等因素的存在,会对焊接过程产生影响,如不及时纠正,将会影响焊接质量,导致焊接缺陷。因此,如何识别并及时消除这些影响因素,显得尤为重要。在人工焊接过程中,可以通过眼睛人工识别这些情况并及时做出反应,但在机器人焊接中如何实现这些因素的检测与消除?必须采取有效的实时检测手段,使机器人能够感知焊接条件的变化而实时做出必要的调整,使得在干扰产生之前,通过传感器实时检测和识别出来。在机器人焊接系统外部接入计算机,通过外部传感器实时获取焊接过程信息,同时通过计算机对获取数据的在线处理,及时对焊接参数做出调整。
如何从千差万别的干扰因素中获取相应的特征信息,是制定相应控制方法的前提,特征提取的准确和明显与否,直接关系到焊接过程的控制效果。这就必须依赖于现代传感技术。本文主要介绍了现代各种传感技术在焊接过程中的应用。
焊接机器人
焊接机器人是焊接自动化的革命性进步,它突破了焊接刚性自动化的传统方式,开拓了一种柔性自动化生产方式。刚性自动化生产设备通常都是专用的,只适用于中、大批量产品的自动化生产。因而在中小批量产品的焊接生产中,手工焊仍是主要的焊接方式。而焊接机器人使得小批量产品自动化焊接生产成为可能。目前,国内已有大量焊接机器人系统应用于各类自动化生产线上。据统计,汽车制造及其零部件生产企业中的焊接机器人占全部焊接机器人的76%。在汽车行业中点焊机器人与弧焊机器人的比例为3:2,其他行业大都以弧焊机器人为主。
在汽车工业,机器人往往不是单一运作的,通常是数台机器人与车身焊接工装组成自动焊接工位,完成零件抓取、夹紧和焊接等一系列连贯动作。同时,随着激光焊接技术的普及,激光自动焊接工位越来越多地应用在白车身焊接过程中。以上汽商用车车身车间为例,SV71车型焊接机器人全部为点焊机器人,机器人仅应用在零件抓取、钣金点焊和门盖滚边中;而在SK81车型中,弧焊机器人比例达到了45%,而且首次在商用车焊接中采用了激光自动焊接技术,机器人应用于零件抓取、点焊、弧焊、激光焊和Roller Hamming等过程中,生产效率及质量稳定性大幅提升。
焊接过程的传感技术
焊接发展的趋势是焊接自动化、机器人及智能化,而传感技术是这一发展中最重要的部分。焊接传感器按其使用目的可分为测量和检测操作环境、检测和监控焊接过程两大类。按传感原理主要分为声学、力学、电弧和光学传感等。
声学传感使用的是超声波方法,主要用于焊缝缺陷检测等,但由于信号处理设备复杂,应用极为有限。力学传感主要指熔池振荡法,目前只适合于步进焊接,无法实现连续行走。电弧传感器由于直接检测电弧自身的特性(电流、弧压),不需要外加传感器,使应用变得简单,在焊接机器人中应用空间非常广泛。与其他传感方法相比,光学传感器不与焊接回路接触,信号检测不影响正常焊接过程。它能提供丰富的信息,如接头形式、熔池边界、电弧形态、焊丝位置及已凝固的焊道形状等,据此许多焊接视觉传感器被研制出来。
焊接过程的传感用于检测焊接过程的状态,为过程质量评估提供过程特征信息。因此传感信号必须真实可靠。但焊接传感器所处的应用环境极其恶劣,受到弧光、高温、烟尘、飞溅、振动和电磁场的干扰,其中大部分干扰无法去除,这对焊接传感器提出了更高的要求。现在弧焊机器人常用的焊接传感器主要有以下几种:
1.触杆接触式传感器
触杆接触式传感器是将从触杆输出的距离信号转为电信号,用于检测坡口形状,分为机械式和机械电子式两种,前者是用焊缝形状对导杆的强制力来导向,如图1所示;后者是通过电子装置发出信号进行控制,实现自动跟踪,如图2所示。
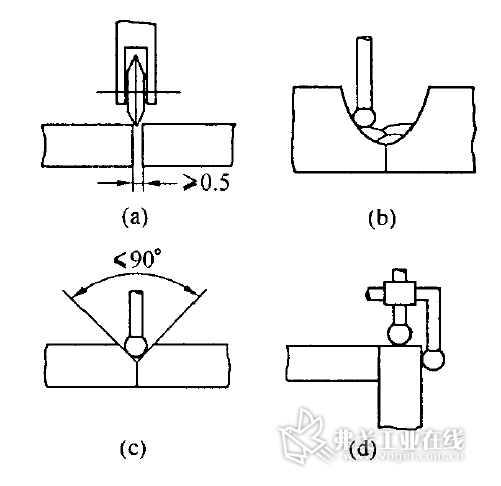
a)用导轮接触间隙 b)用导杆以焊道与坡口面交点为基准 c)用导杆以坡口中心为基准 d)用双导杆以工件表面为基准
图1 机械式传感器
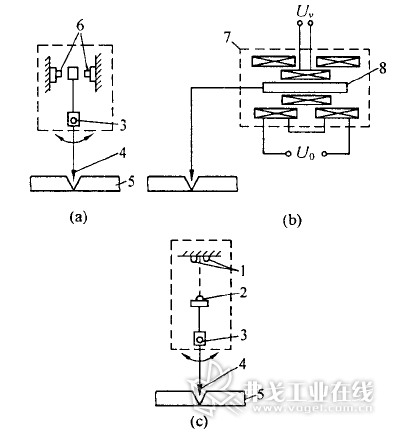
1-光电管 2-发光二极管 3-杠杆轴 4-跟踪探头 5-工件 6-微动开关 7-位移传感器 8-铁心
a)机械-开关式 b)机械-差动变压器式 c)机械-光电式
图2 机械式传感器
机械电子式传感器可按机-电信号转换方式分为开关式、差动变压器式和光电式。开关式是应用微电开关输出开/关信号;差动变压器式由滑动铁芯和差动变压器组成,输出同距离成正比的模拟信号;光电式是通过两个光电管接收发光二极管发出的光束进行调节。
2.电极接触式传感器
这类传感器可用于焊接机器人和自动焊接设备中,在焊丝与母材接触时检测焊接电流和电压,从而在焊接机器人或自动焊接设备的坐标系中获取接触点位置坐标。通过焊丝的自动切断装置可预定干伸长度,也可通过与参考点相比较来确定干伸长度,如图3所示。如果装有焊丝锁定机构可获得更精确的位置坐标。
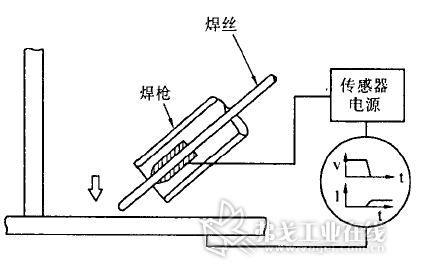
图3 电极接触式传感器的原理
3.温度传感器
这类传感器用于控制焊接条件,优化焊道形状。接触式测温仪,如热电偶和热调节器,以及非接触式光学测温仪、红外测温仪可用于检测焊道附近母材的温度,图4为测温仪的测温范围标准。
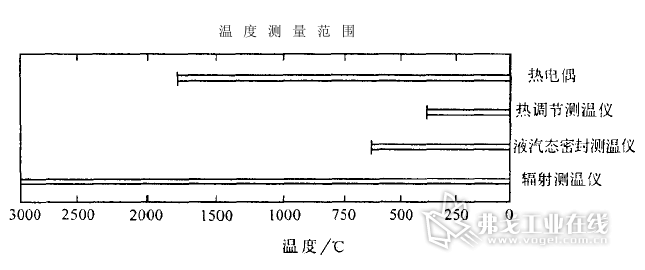
图4 测温仪的测温范围
4.电磁传感器
电磁传感器按频率分为普通频率式(电磁传感器)和高频式(涡流传感器)两种,电磁传感器的频率低于10kHz,涡流传感器的频率为30~160kHz。
电磁传感器是共用初级线圈的两个变压器,如图5所示,绕在中柱上的初级线圈通交流电压,两个次级线圈为反极性串联,通过检测次级输出的差动信号可判断偏离方向。这种传感器只适用于铁磁性材料。
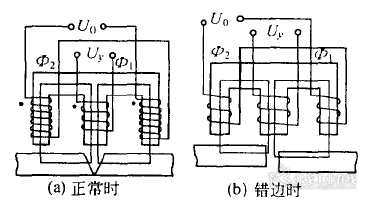
图5 电磁传感器
1-初级线圈 2-次级线圈 3-次级线圈
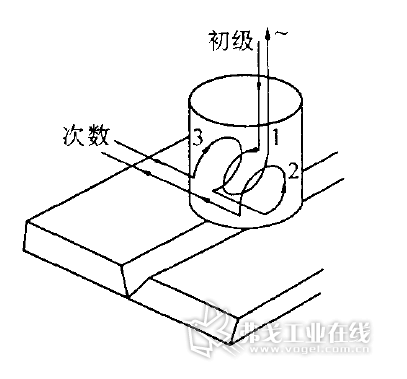
图6 涡流传感器结构
涡流传感器是在初级线圈加高频电流,次级两线圈反极性串联,初级高频电流在零件表面产生涡流,涡流不能穿过零件边界的缝隙,故在零件两边的分布与线圈1和零件对中情况有关。其原理如图6所示,这类传感器适用于所有金属材料。
5.声学传感器
声学传感器按麦克风的类别可分为两类,一类是用来检测焊接过程中听得见的声音;另一类是超声传感器,用于发射或接收超声波。超声波传感器又可分为两类,一种是整体式,具有独立完成发射和接收超声波的功能;另一种为分离式。
6.光学传感器
光学传感器有多种类型,用可视光和激光进行检测,按照接收光的模式,主要分为点阵、线阵和面阵(图像)传感器。
(1)点阵传感器 用于检测从母材反射或发射的点光源,可作为开关量或模拟量。
(2)线阵传感器 用于检测母材反射或发射的线性光。
(3)面阵(图像)传感器 用于检测从母材反射或发射的二维光。
其中激光视觉传感器广泛应用机器人焊接中,激光视觉是一种基于光学三角测量原理的视觉传感技术。当可见的红色激光束经过光学器件变换以光面的形式投射到未焊的接头或坡口的表面,在目标表面形成其截面几何形状的条纹。经过透镜成像,可以得到表征目标截面的激光条纹图像。而当激光传感器沿着物体表面扫描前进时,就能得到所扫描表面形状的轮廓信息。根据所测量的数据,能计算出未焊接头的位置和大小,包括坡口截面积、错边和间隙等。同样,当激光扫过已焊焊缝表面时,可以测得表征焊缝成形的几何特征量。因此,经过适当设计的激光视觉传感器可用于焊前的焊缝搜索定位、焊接过程中的焊缝跟踪和自适应焊接参数控制以及焊后的焊缝成形及缺陷检测等。
7.电弧传感器
电弧传感是直接从焊接电弧中获取过程特征信息,通过检测焊接电压、焊接电流来实现焊接过程质量的监测与控制。电弧传感器的主要优点是:不受焊接过程弧光、磁场和温度的影响;无需附加传感器,对焊接环境干涉小;焊枪的可达性好;结构简单、成本低且可靠性强。上述优点使得电弧传感成为实际焊接领域中应用最广泛、最成熟的传感技术。
电弧传感器的主要工作原理:用于检测焊接过程中由于焊枪高度变化所引起的电弧自身参数的变化,如图7所示。在等速送丝、采用水平特性焊接电源系统中,通过检测电弧电流的变化来获得信号;在陡降特性的电源系统中(如TIG焊),主要是检测电弧电压的变化。也可通过检测焊接电流、焊接电压和焊接速度计算焊枪高度。
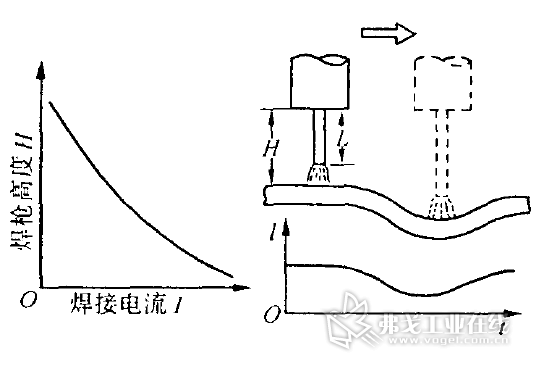
图7 电弧传感器原理
结语
机器人弧焊过程中,必须采取相应的焊缝跟踪措施,对焊道进行实时监测,防止产生焊接缺陷。焊接传感器直接关系到焊接过程特征信息的提取,对实现焊接过程实时监控至关重要。在众多焊接传感器中,接触式传感器、激光视觉传感器和电弧传感器以其独特的优势,广泛应用于弧焊机器人焊接过程中。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖