摩擦线技术在焊装WBS输送系统的应用
焊装是将一系列冲压件、分总成按照一定的组合工序,分别在相应的焊装夹具上夹紧,用某种焊接方式将其焊接成整体,这样一级级的焊接成型,最后形成白车身输送给涂装。白车身去涂装一般采用WBS(Welding Body Storge)系统进行存储和输送,常用的WBS系统一般有积放链、摩擦线和滚床滑撬输送三种形式,其中摩擦线输送技术是一种利用摩擦力进行工件驱动的方式,采用电动机驱动非金属材质的摩擦轮,从而对工件产生驱动力,驱动工件前进。这种新型的输送方式已在很多场合中取代了积放链和滑撬系统等传统的链式或带式输送形式。它在汽车生产的各个车间都有使用,在焊装车间的门盖输送线、WBS线上都有应用。
焊装WBS输送系统
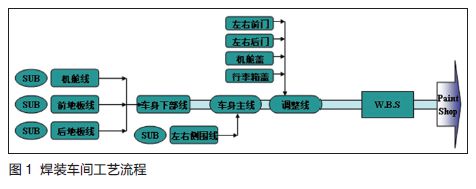
四大工艺的焊装、涂装是整车生产过程的核心工序,焊装WBS输送系统是连接焊涂车间的桥梁,是涂装车身生产线顺利开动的保障,不仅将焊装白车身输送至涂装,同时满足白车身存储、倒库及排序的功能。焊装车间工艺流程如图1所示。
就整个汽车工厂的规划而言,焊装车间由于焊装线刚性强,多品种车型的通用性差,每更新一种车型,均需重新制定焊接工艺方案,并对生产线进行较大的变更,甚至新建生产线。因而焊装车间往往一次规划多条焊装线,根据产品实施时序分期实施,而涂装车间一般一条线就能满足前期规划的所有产品需求,只需在线体方案设计时考虑最大通过性即可。因而出现多条焊装线对应一条涂装线,产能不匹配的问题,且各焊装线实际产量受产品销量、排产影响,因而需要设置空中WBS输送系统来存储、排序车身匹配涂装生产。
焊装WBS系统常用输送方式
焊装WBS系统一般有积放链、摩擦线、滚床滑撬三种输送形式,根据产品类型、纲领、投资及生产需求来选择。
1. 积放链输送系统
积放链输送系统一般由动力系统、牵引直轨、牵引弯轨、承载直轨、承载弯轨、承载车组、合流道岔、分支道岔、停止器及电控系统等组成。积放车组一般由一个前小车、一个后小车及载荷梁组成。其可以在整条生产线正常运行的状态下使载荷分别停止或运行,且相互不会干涉。积放链输送系统以其可靠的载荷控制能力,非常适用于各种生产、装配以及整条生产线上的各个工位间的生产过程需要协调配合的输送线。采用积放链输送系统的车间现场如图2所示。

2. 摩擦线输送系统
摩擦线输送系统是一种利用摩擦力进行工件驱动的方式,采用电动机驱动非金属材质的摩擦轮,从而对工件产生驱动力,驱动工件前进。由摩擦驱动、承载轨道、道岔、停止器、小车、升降机及附属钢结构组成。具有工艺布置灵活、单元施工快捷、速度变化便利、节约能源消耗、使用维护方便、增容扩展容易和综合成本低等多种优势。
(1)摩擦驱动
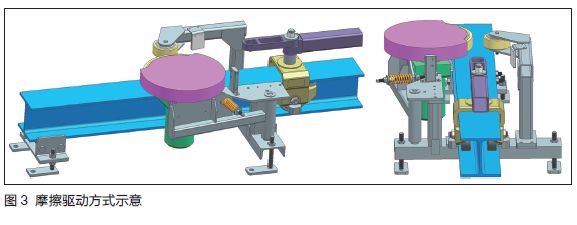
摩擦驱动装置按结构方式不同可分为直段摩擦驱动、弯段摩擦驱动、过渡段摩擦驱动和双摩擦驱动。摩擦驱动装置主要由摩擦轮、拉杆、固定支架、转动支架和驱动电动机减速机等部件组成。摩擦由内层芯轮及外层胶轮组成,芯轮通过平键与电动机减速机直联。拉杆系统中弹簧的弹力产生摩擦驱动所需的正压力,在摩擦胶轮磨损而外径变小时能够通过调整调节弹簧的压缩量,保证摩擦轮与台车间的正压力不变。其原理如图3所示。
(2)承载轨道
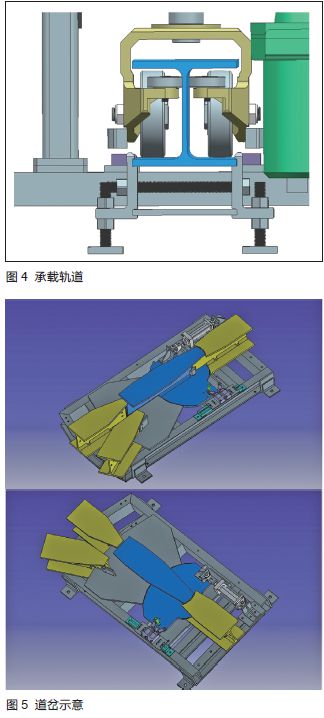
承载轨道是工件承载小车运行的轨道,摩擦轨道采用H型钢及括架板组焊而成,既能承载又起到导向的作用,通过杯脚固定于空中平台或螺栓钢结构辅梁上(见图4)。
(3)道岔
道岔主要由框架、活动轨、转盘及气缸组件等到部件组成。活动轨与转盘固定在一起,随着转动盘的转动把活动轨与不同的固定轨相连接在一起,从而完成换行的功能(见图5)。
(4)停止器
停止器分为左型停止器和右型停止器两种,停止器主要由底座、停止板、止退板、发号杆及气缸组件等几部分组成,通过连杆结构实现停止器的开闭。
(5)小车
小车采用四车组,组合成复合式台车的标准部件为前小车、中小车和后小车。各种小车均由精密铸钢件的车体、整体轴承式车轮和无油润滑型导向轮等零部件所组成。
(6)升降机
升降机一般包含主机架、升降滑架、提升链条/皮带、驱动单元和配重,升降方式根据焊装线节拍来选择。
(7)附属部件
护网:安全网支撑网架一般采用600 mm×600 mm
网格,上铺36 mm×100 mm×
2.5 mm×6 mm厚菱形钢板网。四周行走通道铺设4 mm厚,800 mm宽的花纹钢板,安全网框架为10 mm和50 mm角钢;所有平台两边有防护栏杆(高度为1 200 mm),下部有踢脚板;扶梯设计、制作和安装,均按照国标设计,数量、结构和位置需甲方认可。维修平台、电器柜放置位置和维修走台等需铺设花纹钢板,其余铺设护网。两侧平台用走道连通,在维修平台靠厂房立柱处架设钢制带护圈的爬梯,便于上护网和维修走台。
维修平台:在输送线维修道岔出口轨道两侧,架设维修平台,平台内侧与轨道保持一定的距离,保证不与吊具干涉,平台平面用厚度为4 mm的花纹钢板,走台外侧架设高度为1 200 mm的护栏,护栏下设有100 mm高的踢脚板。
检修走台:在输送线靠近滑触线一侧,架设600 mm宽的全线检修走台,便于检修,走台内侧与轨道保持一定距离,保证不与吊具干涉。
3. 滚床滑撬输送系统
滑橇输送机是焊装车间应用范围最广泛的输送设备之一,可用于车身总成线工序间输送、调整线输送以及焊装车间空中储运线车身储存输送。其特点是:自动化程度高,适用于各种批量的生产线输送;可以在一条生产线上实现间歇、连续输送,易实现生产线联线输送;可以将下车身总成线、车身总成焊装线、调整线和车身储运线联成一个整体,易实现一个车间多车型生产线联线;可以将各种车型的下车身总成线、车身主线独立布置,共同建立补焊线、调整线,易于实现生产线分期投入;输送速度快、定位精度高;与夹具关系密切,需进行非标设计,投资较大。一般在传统车型生产时,轿车应用较多。
焊装摩擦线输送技术应用
1. 项目概述
某重卡二期项目焊装车间车身调整线下线至涂装上线的WBS输送系统采用摩擦线技术,生产纲领为:全年工作250天,双班生产,单班8 h,年产4万台,节拍10 UPH,约5.4 min输送1台车;工件重量:约400 kg,工件外形尺寸:2 200(L)×
2 500(W)×2 400(H)。
2. 项目方案
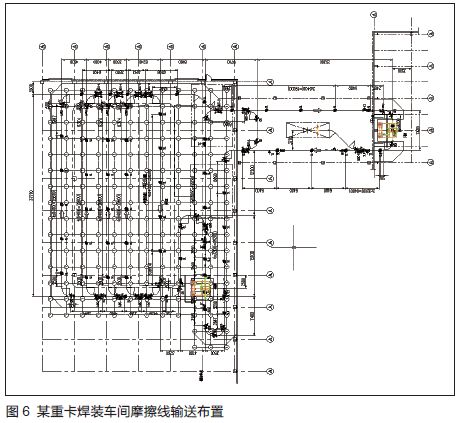
采用空中摩擦线输送技术,轨道采用HN200×100×5.5×8,小车采用四车组形式,单车积放间距S=3 200 mm,两车组挂运行降低成本,双车积放间距
6 400 mm,运行速度20 m/min,电动机功率0.25 kW。根据产能及工艺需要设置4条存储道,1条倒库通道,1条快速通道直接去涂装,快速通道中考虑小车返回路线,设置1个返修工位,存储量满足4 h,考虑流转需要,累计存放55台小车。具体布置方案如图6所示。
3. 工艺节拍及小车数量确定
根据小车从调整线下线工位到涂装上线工位的工艺流程,可分为下线工段、组挂工段1、直行工段、拆挂工段1、上线工段、组挂工段2、返回工段、拆挂工段2形成一个快速段的循环。其中升降速度5~30 m/min,平均速度20 m/min,行走2~20 m/min,平均速度12 m/min。
(1)下线工段节拍(升降高度5.5 m)
下件时间:工件快降
4.5 m:4.5/20=0.225 min;快慢速切换时间:工件2次慢降
1 m:1/5=0.2 min;工艺时间:0.2 min,考虑升降一个循环,下件工段节拍:2×(0.225+0.2)+0.2=1.05 min。
(2)组挂工段1节拍
前小车1运行至组挂工位,距离10 m,运行时间:10/12=0.83 min;后小车2运行至组挂工位,距离6.8 m,运行时间:6.8/12=0.57 min。由于调整线节拍5.4 min,前小车1与后小车之间等待时间:5.4-0.83+1.05=5.62 min,组挂节拍:5.62+0.83+0.57=7.02 min。
(3)直行、返回工段节拍
直行56 m,返回64 m,运行时间:(56+64)/12=10 min。
(4)上线工段节拍(升降高度5.5 m)
涂装上线工段工艺流程与焊装调整线下线流程相仿,唯一不同的是涂装采用滑撬输送,需人工辅助定位,上线工位节拍:1.05 min。
(5)拆挂工段1至组挂工段2节拍
前车1行走4.5 m至上线段:4.5/12=0.375 min,等待上线工段接车后继续行走12.5 m至组挂工段2:12.5/12=1.04 min。后小车2运行时间:(4.5+12.5-3.2)/12=1.15 min。由于涂装前处理接车节拍5.4 min,前小车1与后小车之间等待时间:5.4-0.375+1.05=6.075 min。拆挂工段1至组挂工段2节拍:6.075+0.375+1.04+1.15=8.65 min。
(6)拆挂工段2至下件工段节拍
前车1行走16.3 m至下线工位时间:16.3/12=1.36 min,前车1接车后运行至组挂工位,后车2开始运行至下线工位等待调整线下一台车身到位准备接车,进入下一轮节拍循环。
(7)总节拍及车组数
小车1从调整线下线开始至小车1返回为一个工艺流程,总时间:29.13 min。小车存储按照4 h考虑,小车备用及流转按1 h,车组数量=(4×10+29.13/5.4)+1×10=55台。
4. 摩擦小车结构参数
四车型摩擦线小车结构如图7所示,双车组挂,积放间距6 400 mm。吊具建议采用兜驾驶室内窗框,避免支撑门框,可以有效保证焊装调整后的门盖间隙面差,吊具托块采用聚氨酯形式。
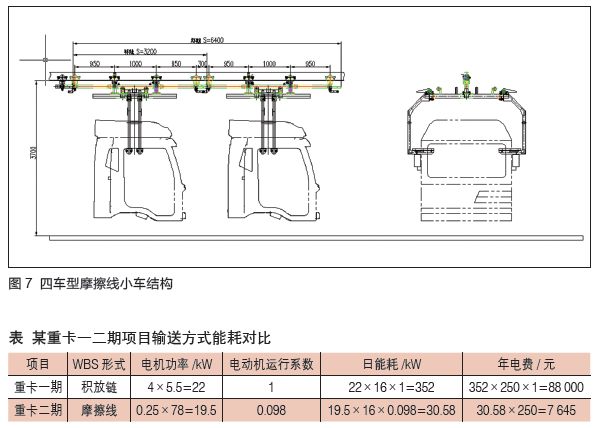
5. 能耗分析
同比某重卡一期项目,其生产产品、纲领及存储台数基本相似,重卡一期项目采用积放链输送方式,4绕链,电动机功率均为5.5 kW,日常生产中电动机一直运行,运行系数为1。本项目采用摩擦线输送方式,电机功率0.25 kW,总计78个电动机,日常生产中一个节拍内电动机运行时间为:6.4/12=0.53 min,实际电机运行系数0.53/5.4=0.098。通过表中对比可以看出,采用摩擦线方式能耗约为积放链输送方式的8.7%。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖