铁屑也是“有型”的之螺纹加工
在切削加工中,切屑的控制是一个极为重要的问题,直接影响切削加工的效率和质量。带状切屑不仅会损伤工件的已加工表面、打坏刀具、降低生产效率和危及操作者的安全,而且会造成停机误工。因此,断屑是急待解决的问题。由于断屑涉及工件材料、机床、刀具和切削用量等各种因素,虽有许多断屑方法,但取得良好断屑较佳的方法,还是在刀具上采用三维断屑槽。
为了满足用户需求,经过不断积极的研发,京瓷即将推出—一款新的适用螺纹加工的3坐标TQ断屑槽。

TQ能带给你什么?
稳定的切屑处理
生产实践及大量试验表明,传统的二维断屑槽的小切屑深度和小进给量会使切屑在刀尖处就直接向上翘起,不经过断屑槽底,至使切屑不能卷曲折断。
而三维断屑槽却大大改善了这种囧况,它可使切削刃和断屑槽的边缘都不局限于直线,可在切屑可能流动的范围内设置切屑受力的障碍物,使之充分变形。金属经变形后,可降低其韧性和塑性,提高脆硬程度,脆硬性较大的材料在受力或冲击时易造成脆断,这就是三维断屑槽的断屑原理。
那么我们就来看看TQ断屑槽的设计:
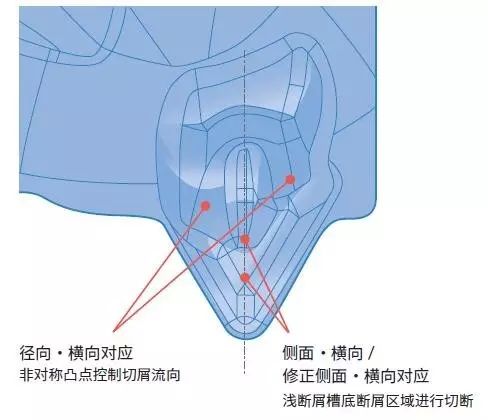
TQ断屑槽采用左右非对称断屑槽设计,保证切屑向同一方向稳定流出,而不受螺纹切断的方向左右。
关于螺纹切断加工方式
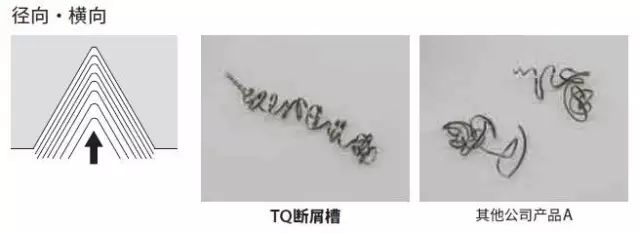
径向、横向
此方式是最普通的螺纹加工方法。切刃随着每次进刀从被削材的径方向切入。适用于较小螺距的螺纹加工;但因为其生成V字形端面的切屑,有因被削材引起的切屑处理困难情况。
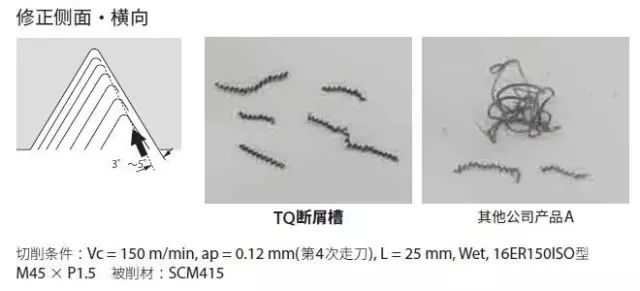
此方式的切屑更容易按一定方向流出,无零切,适用于大螺距的螺纹加工。
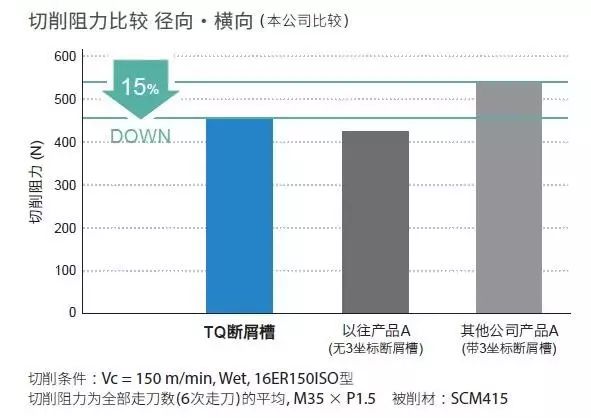
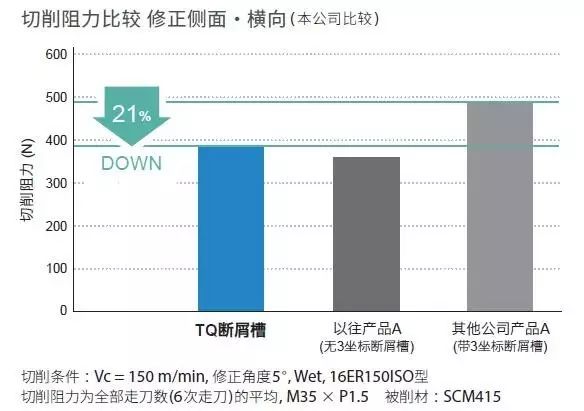
2 低阻力规格抑制振刀
特殊的槽型设计,使阻力降低百分之15-20,有效抑制振刀的发生。
3.采用新材质提高寿命
本次京瓷的研发人员引入了新材质PR1215,PR1515,PR1535,显著提高刀片寿命。请参考以下耐磨性能对比图:
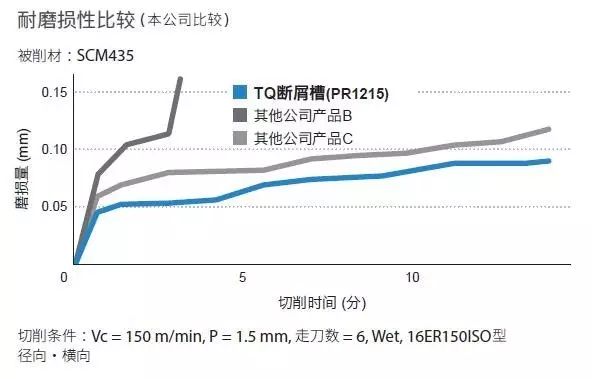
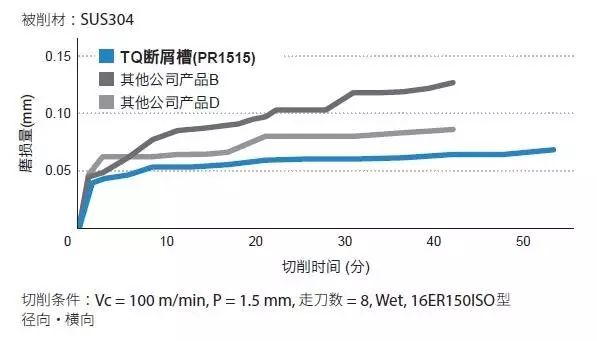
钢加工需求的小伙伴首选PR1215, 不锈钢加工需求首选PR1515,PR1535哦
加工案例
1.手柄STK材
2.螺母S45C
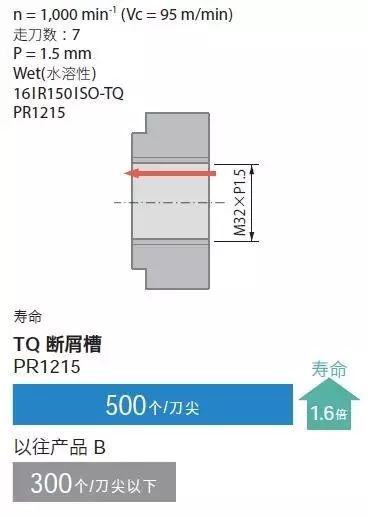
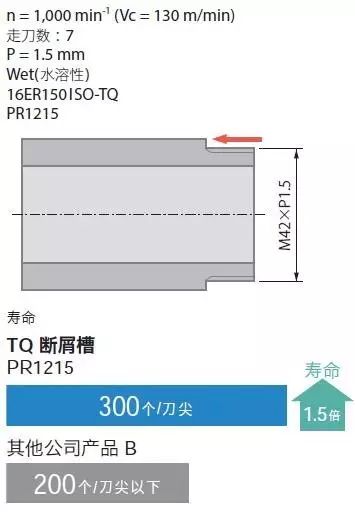
TQ断屑槽(PR1215)与其他公司产品B相比,无崩损,寿命可提高1.6倍。
3.管零件SUS304
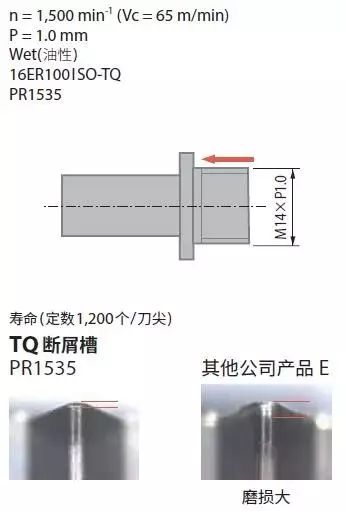
TQ断屑槽(PR1535)与其他公司产品相比,同数加工时无突发崩损,加工稳定,刀尖状态也不错。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖