制动器卡钳加工=高效生产的瓶颈?加工达人经验分享:如何解决振刀问题
卡钳支架方案
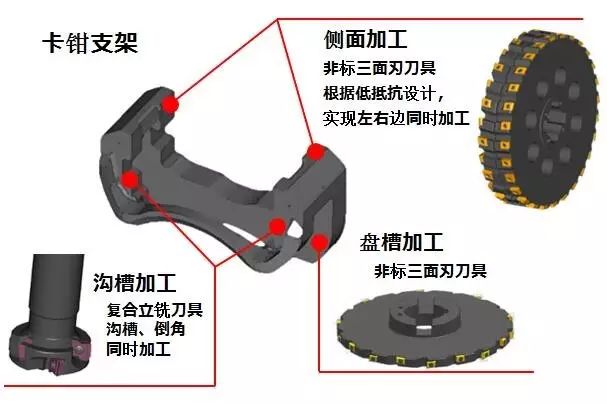
卡钳支架的本体形状特殊,在每个加工序都采用专用夹具,但也难以保证装夹的刚性,在加工中往往受到切削阻力大出现振刀、工件面精度差的问题。
在侧面加工和盘槽加工,该两个工序切削量较大,进给稍微提高就会出现振刀的问题,成了高效生产的瓶颈工程。
如何通过刀具提高侧面和盘槽加工的生产性?
大家应该认为只要使用大前角低阻力的刀具就可以解决以上的问题吧!这只是常规对切削加工知识的理解,并不能完全解决问题;京瓷刀具给大家介绍我们的解决方案。
解决振刀的问题,就可以实现高效生产。卡钳支架在加工中产生振刀,主要是支架装夹刚性不足与工件受切削力影响导致工件变形而产生的共振,所以一般刀具加大刀具前角并没法解决振刀问题,反而导致刀具强度减弱而发生崩损,而京瓷刀具的方案,采用适中的前角设计,配合刀盘刀片的特殊分布设计,有效改善振刀问题,同时,刀片采用修光刃和多刃型设计提升了工件面的精度和刀具的性价比。
卡钳方案

卡钳本体分两个加工工程,外部加工工程,主要使用专机、加工中心进行加工;内孔加工工程,多数使用车床加工,也有少部分会使用加工中心进行加工。
卡钳外部加工方案
①配合面加工
采用了MFSN88系列面铣刀,MFSN88是一款主偏角88°,轴向前角最大11 °的刀盘,具备着低切削阻力,有着优越的切削性能;另外MFSN88系列面铣刀,分别有标准齿、密齿、超密齿 3种类型,加工径在Φ50mm~Φ200mm的不同样式的刀盘。
刀片更是双面8刀尖规格,刀片材质采用纳米涂层技术适用于不同材料的加工。
②滑销螺栓面加工
采用非标的三面刃铣刀,根据BT30机床和夹具刚性设计低阻力刀盘、刀片。大幅降低工件所受到的負荷,实现稳定加工。
③按压面/缸孔端面加工
按压面、缸孔端面的加工,受工件形状的影响,一般会使用Φ300以上的宽槽三面刃铣刀,在专机上进行加工。卡钳本体和装夹刚性较好一般不存在太多的加工问题,主要在于按压面的特殊角度面,为了保证该角度,京瓷刀具采用独特的长刃型修光刃设计,保证了按压面的角要求和没有接刀痕的良好工件面精度。
卡钳内孔方案

①镗孔加工
为提高生产性,打破常规的刀具应用形式,采用复合刀具取代一般的车削刀具,减少刀具数量,同时,大大提高加工的效率。
针对内孔精加工,同样采用了复合刀具,为保证孔径精度,采用了简便的加工径微调结构。
②内孔槽加工
内孔槽加工用的刀片都采用了开槽、倒角同时加工的复合设计,同时,为保证切削加工的效果,采用了独特的前角设计和刃口设计。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖