浅谈生产线自动化与IT的衔接
在汽车行业,从工艺规划与生产线建设的角度来看,工业自动化与生产线建设是一体的,不可分割;从企业管理信息化角度来看,与IT软件相关的部分都应由信息化部门决策。两者之间的关系应如何理解,制造业自动化与IT行业的结合值得人们深入探讨。
工业自动化与IT技术应用相辅相成
一方面,因为传统制造业的改变,很多专业及学科都不再有以往那样清晰的界限。有些专业看似属于工艺工程领域,其实操作方法已经完全自动化或可用软件操作。例如,喷涂工艺采用机器人之后,就产生了多学科的结合体。采用软件使图形学、仿形学、涂装工艺和电控等多专业完全集成在一起,很难说它属于某一领域或专业,基本上都称为“自动化行业”,但其实它是将IT技术应用在了生产设备或生产线的建设中。
另一方面,IT部门有专业技术的一面,而作为信息化系统的建设和维护部门,关注更多的是企业管理流程的建设和固化,IT部门与企业管理是分不开的,也可以说是为管理职能部门服务的。因为管理部门的职能是广泛的,因此IT部门是一个综合管理、技术支持和服务为一体的综合部门。另因IT部门在职能上不具有从产品规划、开发到试制、工艺建设和生产管理的专门职能,因此,信息化必须和职能部门或专业技术部门相结合来完成某项工作,否则很难深入。信息化与制造业的结合应该是建立在对生产过程深入了解的基础之上的。例如轿车二期生产线自动化规划及与上层的接口就体现了这一特点。如图1所示。
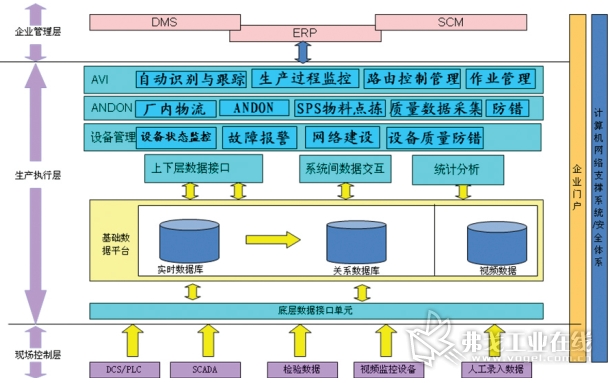
图1 汽车二期生产线自动化规划及与上层接口
从规划开始,逐步形成两者的标准接口
工业自动化领域应该说是随着机械工业的发展逐渐变得综合化。在汽车行业,由于自动化设备、自动化输送线的应用而逐渐增大其范围,底层自动化需要逻辑控制,而逻辑来源于成熟的工艺、自动化技术与成熟的管理经验相结合。例如总装按灯系统,需要从工艺规划期就参与建设,避免对生产现场的整体布局造成不利影响。从前内饰、底盘、后内饰,到最终装配线、检测线、仪表台分装线、发动机前后悬分装线和座椅轮胎输送线等300多个工位,哪些工位需要设置按灯,哪些工位需要设置急停,哪里设缓停,哪些情况只预警不停线,都需要仔细分析。要想实现这些功能,就需要自动化技术保障,也需要机运链的关系与工艺相结合。另外,按灯系统需要的基本数据信息,例如订单顺序、车型BOM等物料信息,这些信息需从信息化上层系统(ERP等系统)进行输入。因此,在底层自动化方面,需要IT输入准确的数据,这是生产线自动化成功的要素之一。
企业信息化作为上层管理系统及车型、物料等基础数据的输出部门,需要与基础自动化工作实现衔接。例如轿车二期规划阶段总装线工艺路线及自动化控制点布局(图2),一方面利用大量的数据,另一方面作为决策支持系统,需要提出标准化的接口要求,使整个自动化系统在与上层的关系中有的放矢。例如上层质量系统需要从车间生产过程抓取大量的过程数据、检测数据;又例如整个供应链以及营销网络服务的AVI生产跟踪系统需要多少个点才能满足要求;还有生产线防错,需要PLM、ERP等上层系统提供准确的基础数据以及编码规则,否则自动抓件系统将无法知道抓取哪副夹具或者哪个配套件。在没有底层自动化支持时,一些供应商的数据是无法客观获取的。例如线边物料的缺料、质量和服务等情况的获知,完全依靠人工记录,当然对于质量系统、生产信息的盲点就更多,太多依靠人工统计,过程信息的客观性制约了信息化的深入发展。可以这样说,自动化技术以及物联网的发展为客观过程数据的采集和应用提供了可能,例如江淮已经开始对整车永久性携带载码体的信息进行研究,这势必会改变服务数据难以获取的现状。
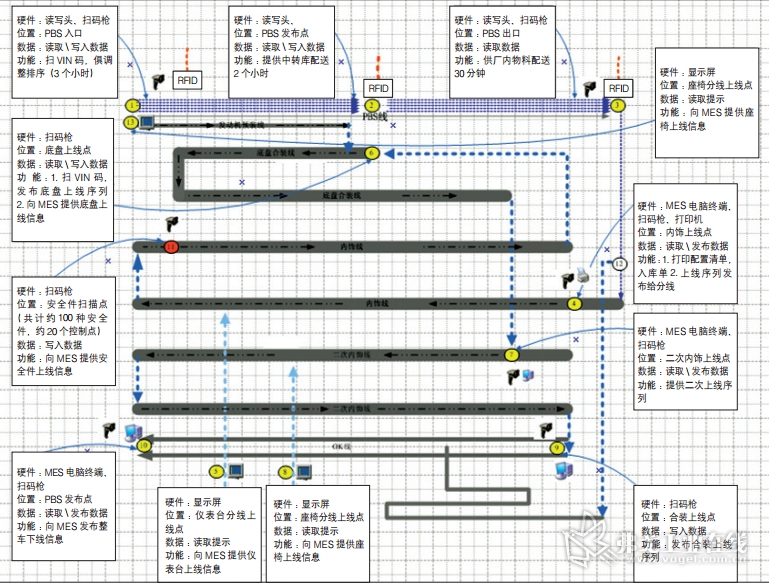
图2 轿车二期规划阶段总装线工艺路线及自动化控制点布局
总体规划、分布实施,标准先行、充分合作
在整个MES(生产制造执行系统)发展到成熟阶段之前,为了配合生产线的建设,实现整个车间的设备及机运线的自动化功能,底层自动化应先行实施一步,同时为上层系统预留标准接口。
在生产线规划和设计阶段,信息采集、监控和生产调度等相关设备的布局和系统建设,不仅跟生产线工艺有关,更多的是受管理规范性、物流运作方式和产品质量问题等因素影响,有时甚至被一些基础数据不准确、信息系统繁琐等细节问题困扰,导致生产线自动化功能未能得到充分发挥。
在建设生产线的同时,需要制造部门提出成熟的生产、物流管理模式,同时也需要信息化部门提出信息化接口的明确目标和详细标准。但由于生产订单变得更频繁、BOM数据的准确性不高、信息系统不稳定和物流模式仍处于摸索阶段等因素影响,自动化生产线的建设部门得不到应有的标准输入、输出技术要求,需要协调生产部门、物流管理部门、信息化部门和产品技术部门疏理生产管理模式,确定信息接口标准,形成一套完整标准数据接口,即为生产线的自动化设备与软件系统数据传递准备的输入、输出标准。根据目前现状,可考虑剥离出管理较模糊的模块,有针对性地咨询成熟的解决方案,同时将管理模式和软、硬件接口等模块加以确定。数据接口标准化需要成熟稳定的生产管理模式及信息标准,需要通过较长时期的摸索工作,确定明确的、标准化的需求,逐步形成属于江淮的自动化标准生产线建设模式。
自动化发展现状以及在江淮的应用
自动化专家认为,自动化和手工会有慢慢转化的过程,就像复杂和简单之间也是在慢慢转化一样。目前自动化还是那些常规性、重复性的简单操作,他们现在主要做的还是把相当于眼睛和耳朵的监控工作做到位,通过对基础设施和业务的监控,及时发现问题,保障系统和业务的可用性和连续性,而我们自主品牌的汽车行业,最重要的就是在自动化方面尽快摸索经验,使成果固化、接口标准化,为企业的拓展起到重要的支持作用。
随着网络、编程等IT技术向自动化领域的渗透,自动化相关的软、硬件种类越来越多,仅西门子一家的编程软件、组态软件就有很多种。我们从电控组态软件的角度曾经做过对比分析,对WORDERWARE、西门子和ABB等公司的组态软件进行比较,并尽量在实践中摸索应用方法。另外我公司在喷涂机器人仿形方面已形成自主设计能力,为机器人技术的应用奠定了基础。
整车厂AVI已做了初步尝试,从PBS到合装线,实现序列捆绑,为物流拉动提供了基础数据。在序列管理方面,因涂装车间从前处理电泳、烘干、磷化到底涂、中涂、面漆,路径分叉多,每一个缓冲区的管理机制以及多路径带来的顺序变化都会影响排序规则,因此目前还未延伸到涂装。目前焊装夹具的选择、喷涂机器人面漆工艺仍采用超声波(或光电开关)的方式防止车型错误。AVI作为车辆跟踪识别及路由管理的底层自动化系统,仍然任重而道远。目前应有适度的目标,在逐渐走向稳定或规则化的前提下,为自动化的发展选择前进的方向。
在动力总成生产线,目前江淮已经大量采用了RFID射频技术作为机运链控制和识别系统,大量RFID技术的应用为发动机的装配线提供了更精确的定位和生产管理方式。从江淮小排量发动机缸体的二维码到装配线100多个托盘的片式载码体,都表明了发动机生产线在自动化技术方面越来越走向成熟。机加工线的进口设备多而且贵,尤其是珩磨机等大型设备,如何实现对机加工线的设备监控、刀具管理和质量分析,是提高机加工线工艺及管理技术的新目标。
结语
MES作为一个新兴的软件和管理模式,从1997年到现在,已有14年的时间,期间制造业模式逐渐演变发展,MES产品目前还没有形成一个较为通用的模式,仍是定制开发。但据业内人士大胆预测,在未来10年内,将会形成类似ERP的通用软件,届时底层自动化与设备接口、自动化与IT上层系统也将形成标准化的接口模式。江淮作为汽车行业自主品牌的大企业,将肩负着建立继欧美系、日韩系之后的新一系自动化生产模式的重任。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖