变速器齿轮剃齿齿面拉伤判定标准分析
随着科技的迅速发展,汽车变速器的质量及可靠性的要求也越来越高,其中变速器齿轮齿面粗糙度是影响质量的主要因素之一。齿轮齿面在剃齿加工过程中,齿面会出现拉伤或撕伤现象,由于粗糙度检查仪的测头规格不一,加之检测中的误差,可能出现对一些不合格零件产生误判,从而导致相啮合齿轮齿面过早点蚀,使变速器噪声增大。为将该问题消灭在萌芽状态,很有必要研究齿轮剃齿齿面拉伤判定标准。
齿面拉伤的相关内容
1.齿面拉伤的定义
拉伤属于齿轮齿面缺陷的一种常见现象,是在零件热处理前,齿面加工的最后一道工序对齿面去除了过量的材料,导致齿面出现轻微的凹陷。
2.齿面拉伤产生的机理
在加工齿面工序时,由于工作台振动、刀具未清理干净而使工件粘有微小铁屑,或冷却、润滑油中夹杂铁屑,或刀具严重磨损,都会使齿面产生拉伤现象。
3.齿面拉伤
齿面拉伤可分为齿面轻微拉伤和齿面严重拉伤,如图1和图2所示。

图1 齿面轻微拉伤
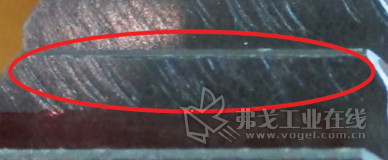
图2 齿面严重拉伤
4.齿面拉伤的检测方法
常用的表面粗糙度测量方法有比较法、触针法、光切法、干涉法和印模法等。
(1)比较法
比较法是用已知高度参数值的粗糙度样板与被测表面相比较,通过人的感官,亦可借助放大镜、显微镜来判断被测表面粗糙度的一种检测方法。
(2)触针法
触针法又称针描法,操作时利用触针沿被测表面垂直接触、缓慢滑行,由于被测表面粗糙不平,迫使触针在垂直于被测表面的方向上产生上下位移,触针的上下位移量通过传感器转换为电信号,经电子装置加以放大,相敏检波和功率放大后,推动自动记录装置,直接描绘出被测轮廓的放大图形,按此图形进行数据处理,即可得到Ra值或Rz值,此方法测量迅速、方便,测量精度高,并能直接读出参数值,已获得广泛应用。
(3)光切法
光切法实施时让光线通过管内的聚光镜、狭缝和物镜后,立即变成扁平的带状光束,以45°的倾斜角投射到被测表面上,再经被测表面反射,形成被测表面的截面轮廓图形,然后通过另一物镜将此图形放大后投影到分划板上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度。应用此法的表面粗糙度测量工具是光切显微镜。此法适用于测量Rz和Ry为0.5~60 mm的表面粗糙度,但需要人工取点,测量效率低。
(4)显微干涉法
显微干涉法实施时利用光波干涉原理将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度,应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz为0.025~0.8 mm的表面粗糙度。
(5)印模法
印模法是一种非接触式间接测量方法,其原理是利用某些塑性材料做成块状印模贴在零件被测表面上,将零件表面轮廓印制在印模上,然后对印模进行测量,得出粗糙度参数值。这种方法适用于大型笨重零件和仪器难以直接测量的表面。
5.齿面拉伤的危害
齿面拉伤的危害主要有五点。①影响齿面的耐磨性:齿面越粗糙,啮合齿面的有效接触面积越小,压强越大,磨损就越快,如图3所示;②影响齿轮零件的疲劳强度:粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度,如图4所示;③影响齿面的抗腐蚀性:粗糙的表面易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成齿面腐蚀;④影响齿轮零件的接触刚度:接触刚度是零件结合面在外力作用下,抵抗接触变形的能力;⑤影响齿轮的测量精度:零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时影响更大。
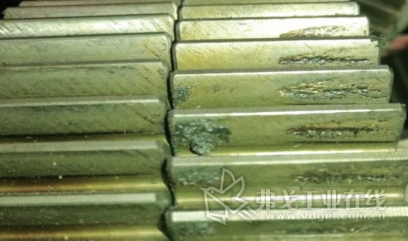
图3 齿面的磨损
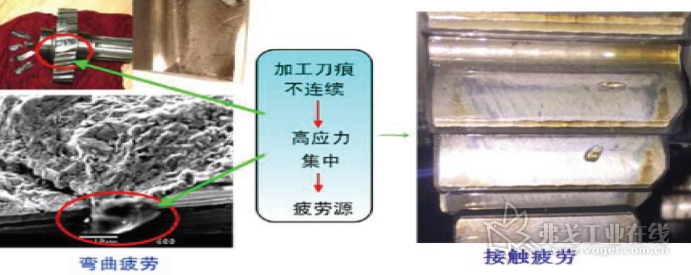
图4 齿轮疲劳强度受影响
测量方法在实际运用过程中的局限性
上述测量方法在大批量汽车齿轮剃齿加工的实际运用过程中分别存在着局限性:①行业内对剃齿表面无相关表面粗糙度标准样块,更无关于拉伤的判定叙述,易造成实际工作中无据可依,拉伤判定仅依靠检验、技术人员的经验判断,人为因素较多,无法做到客观公正;②触针法使用最为普遍,但对位于齿轮边缘部位的拉伤,在采点过程中不能完全覆盖拉伤部位,仍然存在测量受限、数据误差过大等问题,得出的数据不够可靠;③光切法和干涉法所使用的仪器,大多数生产厂并不配备,不能满足大批量生产过程中快速出具检测结果的要求,此外由于印模材料不能完全充满被测表面微小不平度的谷底,所以测得数值需进行修正;④现场操作者及检验员不具备检测手段,送检时间过长,易造成加工过程等待,生产效率不高。
齿面拉伤标准的建立
以往齿面拉伤的判定过程为:热处理前当检验发现齿面拉伤后,通过测量齿面粗糙度和经验来评定齿面是否符合设计及工艺要求。
这一方式属于事后检验,为将齿面拉伤现象消灭在萌芽状态,故总结我公司齿轮设计研究结论,结合多年来齿轮售后故障中早期磨损现象的调研结果,同工艺研究部门共同确立了《剃齿工序齿面质量目测标准》。以生产现场快速判定零件表面是否拉伤和拉伤的程度分级,便于现场及时调整加工过程参数,将拉伤问题消除在萌芽状态,也便于对不合格品进行判定及处理。
《剃齿工序齿面质量目测标准》分为合格、可让步及报废三级,其中报废等级如图5所示。
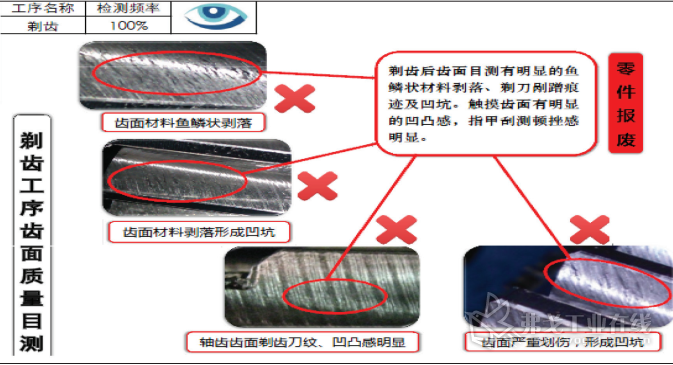
图5 报废等级
《剃齿工序齿面质量目测标准》在热前齿面加工最后一道工序(剃齿工序)进行控制,减少了不必要的浪费。标准通俗易懂,简便易行,适合操作人员在加工过程中使用。
《剃齿工序齿面质量目测标准》下发执行后的一年时间内,我公司无一例零件出现因齿面拉伤造成报废的现象,且现场操作人员普遍反映该标准简洁、明确,非常实用,降低了劳动强度,提高了工作效率。
总结
该判定标准既进行了定性描述,又进行了定量规定,填补了我公司齿轮加工检测判定方面的空白,使齿轮剃齿操作人员明确了何时可继续加工、何时则必须调整,使检验人员和技术人员有了最直接的判定依据,使齿面拉伤现象全面可控,大大降低了变速器总成售后故障率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖