热熔流钻螺接工艺参数对板件连接质量的影响
汽车轻量化是近年来发展起来的一项新兴技术,是提高汽车燃料经济性的重要方法,对汽车加速时间的减少、CO2排放的减少、制动距离的减小、轮胎寿命的提高和转向力的减小均有一定帮助。实现车身轻量化,不光要在车身材料上想办法,在达到指定强度的情况下尽可能地使用轻型材料,同样在车身的连接方法上也要使用新型连接工艺以减轻重量。热熔流钻螺接(FDS)、自冲铆接(SPR)、拉铆、铝点焊、螺柱焊和激光焊等已经被大量使用。相比于使用最多的自冲铆接(SPR),热熔流钻螺接(FDS)连接属性多样,从单面攻入固定的特点也为汽车车身的制造开辟了新的途径。
车身制造中的热熔流钻螺接工艺
图1所示为热熔流钻螺接技术所使用特殊螺钉,此螺钉由阿诺德公司制造。头部是一个法兰头,能与特殊的刀头啮合,螺母底部有一个凹槽,称为“头下清根”,用以承载融化后向上流出的板材。下面是螺纹支撑区域和螺纹成形区域,螺纹成形区域在板件上攻出螺纹后由螺纹支撑区域连接固定板件,尾部尖端经过特殊热处理,能够承受钻孔带来的高温。
图 1 螺钉
热熔流钻螺接工艺成形过程大致分为以下几个步骤(图2):
①将高转速和气缸产生的高气压传导至材料表面使材料产生塑性变形(定位预热过程);
②流动钻孔成形(热融穿透过程);
③圆柱形通道成形(锥孔成形过程);
④自攻完全啮合的螺纹(螺纹成形过程);
⑤正常螺钉拧紧(螺钉拧入过程);
⑥拧紧至设定的扭矩(紧固落座过程)。
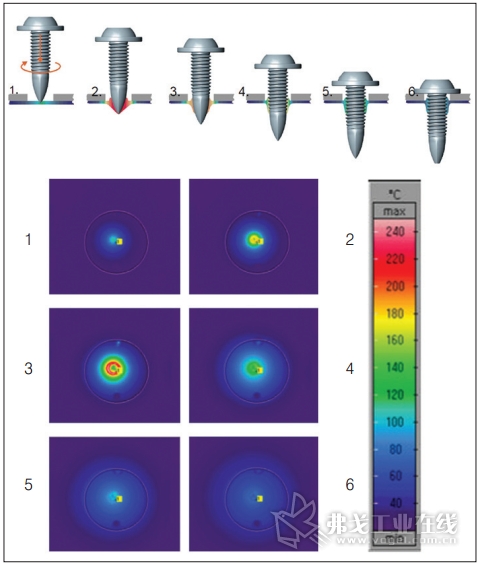
图 2 FDS 形成过程及对应的温度变化
热熔流钻螺接连接质量的评价
热熔流钻螺接在汽车车身中的连接质量将直接决定车身的强度。为了保证车身各项指标满足设计要求,必须对FDS工艺质量进行评价,以确定成形板件是否符合要求。
生产实际中,首先要做的是对FDS连接板件进行目视检查,使用工具测量螺钉与板件的连接程度,检测外观是否符合要求。一般分为以下几个步骤:
①检查螺钉落座。将螺钉螺母的下表面与上板件表面的垂直距离定义为深度,符号为负值,当深度为零时,则表示螺钉落座。
②检查板与板之间的间隙。使用塞尺测量螺钉处板件间的距离。标准由汽车厂商制定,一般小于0.3 mm视为合格。
③检查连接点底部成形状态。是否有裂纹,材料熔化包裹螺钉处是否爆开。如图3所示。
④检查板件弯曲。如果螺钉在打孔过程中压力过大或者底部夹具设计不合理就会造成板件弯曲,致使产品不合格。
目视检查完成后,如果产品合格,就要对其作金相切割,查看其剖面成形状态,检查螺纹的啮合程度,一般切割后检查分以下几个步骤:
①查看螺钉与板件间螺纹的啮合程度,看是否有缺牙、断牙或者出现滑丝,观察最下层板与板厚之间的螺牙个数,螺牙数越多板件连接质量越好。
②再次检查板与板之间的间隙。使用塞尺测量只是前期一个初步的测量,并不能作为最后结果,用显微镜观察后,使用显微镜软件测量板件间的间隙较为准确。
③判断螺钉是否打歪。使用显微镜软件检测螺钉、螺母两端与上板件上表面的距离,两端距离相差过大即螺钉打歪。
在进行FDS试验之前要明确这些质量评判标准,为后面的试验现象的判断及参数的修改打好基础。
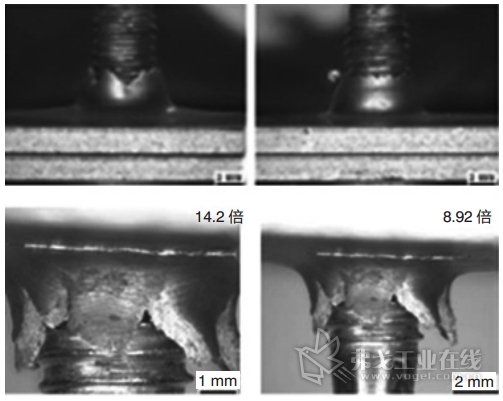
图 3 底部裂纹比较
FDS试验
1.板材的选用
试验所用板料为铝合金6061板件,规格如表1所示,板件长100 mm,宽45 mm,采用上下板平齐的搭接方式,1.5 mm作为上层板,2 mm作为中层板和下层板。
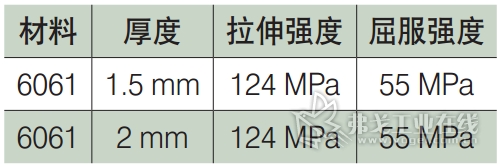
表 1 材料性能
2.试验设计
本次试验主要探究打孔阶段轴向下压力与拧紧阶段目标扭矩对板件连接质量的影响,采用变量控制法进行试验。试验参数如表2和表3所示。

表 2 轴向下压力参数设计

表 3 目标扭矩参数设计
3.轴向下压力对板件连接质量的影响
打孔阶段轴向下压力对板与板之间间隙的影响如图4所示。由图可见,对于1.5 mm+2 mm+2 mm的6061铝合金板件的连接,当打孔阶段轴向下压力为0.8 kN时,第三层板与第二层板间有间隙0.45 mm;其他参数不变,压力提高到1.0 kN时,间隙为0.3 mm;当压力提高到1.1 kN时,间隙为0 mm。因为下压力加大的情况下,板间堆积的铝合金材料被迅速下推,推至第三层板底部,使间隙变小。
打孔阶段轴向下压力对连接点底部状态的影响如图5所示。在上图试验的基础上,打孔阶段轴向下压力提高到1.5 kN,板间无间隙,但是底部成形有裂纹;当压力提高到2.0 kN时,底部裂纹明显;压力提高到3.1 kN时,底部裂纹较前两次试验更明显。在下压力过大的情况下,钉子下降速度过快,本来包裹在螺钉底部的材料被冲开,导致底部出现了裂纹。
另外,由试验可知,变换打孔阶段轴向下压力对螺钉的落座状态没有影响,深度为0 mm(以上试验每种参数均做三组相同试验作为对比)。

图 4 轴向下压力对板件间隙影响
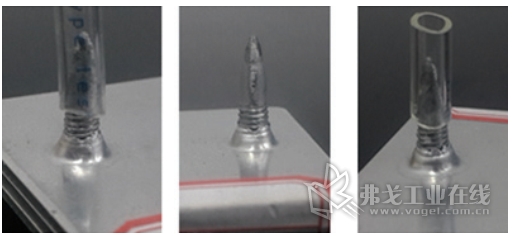
图 5 轴向下压力对底部成形影响
4.目标扭矩对板件连接质量的影响
在热熔流钻螺接过程中,连接点处螺钉的落座主要是依靠目标扭矩控制,对板件间间隙有一定的影响,且对螺纹成形有着重要影响,过大的目标扭矩将会造成螺纹滑牙,导致连接强度降低,连接点损坏。
为了研究不同目标扭矩对板件间连接质量的影响,分别选取目标扭矩分别为10 N·m(图6a)、11 N·m(图6b)、12 N·m(图6c)、13 N·m(图6d)、14 N·m(图6e)和15 N·m(图6f)(机器所能达到的最高扭矩为15 N·m)的连接件,研究板件间间隙、螺钉落座以及螺纹滑牙的情况(图6)。螺钉均落座。随着目标扭矩的提高,板件间间隙逐渐减小,目标扭矩达到12 N·m后,间隙均为0 mm。对目标扭矩为12 N·m和15 N·m的板件做金相分析,如图7所示,扭矩为12 N·m(图7a)和15 N·m(图7b)时均未滑牙,但是扭矩为12 N·m时的第三层板螺牙数为1,扭矩为15 N·m时的第三层板螺牙数为2,由此可知扭矩为15 N·m的板件连接质量要好于扭矩为12 N·m的板件。
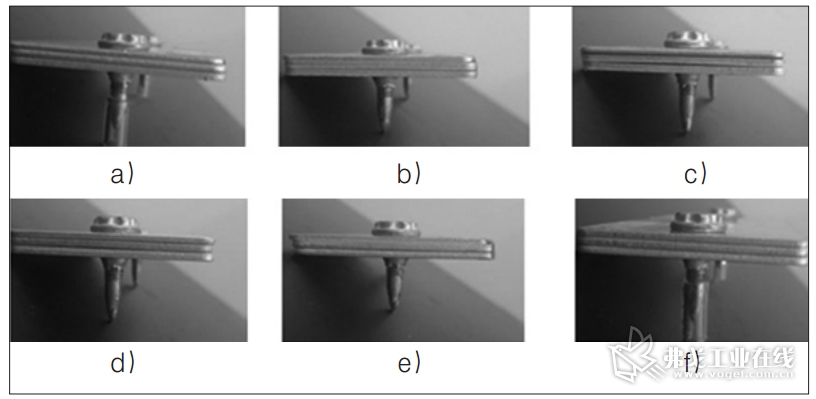
图 6 扭矩对板件间隙影响
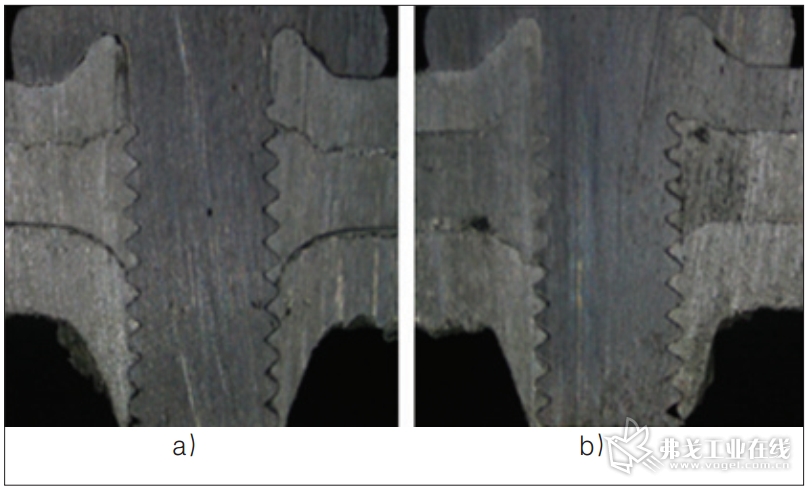
图 7 不同扭矩接头成型效果比较
结论
在扭矩不变的情况下,提高打孔阶段轴向下压力可以降低板间间隙。在轴向下压力不变的情况下,提高目标扭矩可以降低板间间隙,在未出现滑牙的情况下,持续增加目标扭矩可使板件连接质量提高。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖