压力机飞轮轴承高温报警问题解决
大型机械压力机在安装完毕后,要经过不低于1 h的高速试运转试验。在试运转试验中,飞轮轴承高温报警停机是经常遇到的问题,问题发生后需对压力机飞轮拆卸检查,重新安装,严重影响正常的调试和生产。通过对某集团设备进行调查发现,从2010年以来,该问题共发生8次,几乎每个新建项目均出现此问题,所以有必要对此问题进行分析并在项目开展过程中加以控制,避免此问题出现。
现状调查
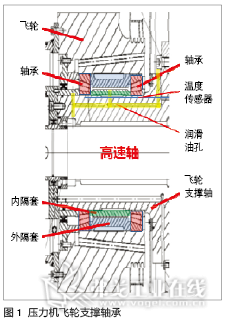
故障压力机飞轮支撑轴承由一对圆锥滚子轴承以“背靠背”的形式安装,如图1所示,轴承的温度检测设置在支撑轴上的表面,靠近轴承内圈。轴承润滑油通过支撑轴上的润滑油孔供给。
1.故障现象
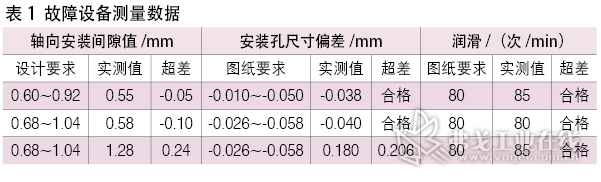
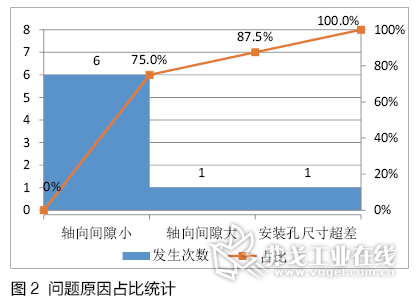
在压力机试运转过程中,压力机在10次空运行时,轴承温度没有问题,但当压力机空运行次数超过15次时,飞轮支撑轴承温度持续上升,出现报警停机;人为将轴承温度极限值上调时,轴承温度也将持续上升。故障压力机设备的测量数据如表1所示,问题分析如图2所示。
原因分析
通过分析可知,飞轮支撑轴承温度持续上升的出现87.5%的情况下是由于轴承轴向安装间隙超差引起的,又有研究结果表明,轴承的轴向载荷变化是轴承温度上升的主要因素。因此应对引起轴承轴向游隙超差的原因进行分析。
1.圆锥滚子轴承游隙的确定
从机械设计的角度来说,圆锥滚子轴承工作间隙的设计要考虑与轴承配合的轴、孔公差以及轴承温升对轴承的影响,进而计算出轴承的径向工作间隙,再加工出合适的轴承内外隔套长度来控制轴承的轴向游隙,从而保证轴承径向工作间隙的实现。但是理论计算的数值在实际的使用中并不能保证所有设备工作正常。这是因为对于此类大型的轴承,不同的供应商提供的间隙值不一样,例如国际品牌SKF轴承,在其《圆锥滚子轴承的安装说明书》中,明确规定“若无具体说明,将轴向游隙调整在0.02~0.10 mm的范围”。 而一家国内知名轴承厂,就32052 轴承的轴向游隙,建议控制值为0.40 mm;另一家轴承厂家则是0.44~0.68 mm。所以,目前对于此类轴承,没有一个统一的标准,轴承游隙的确定是通过理论计算并综合轴承供应商的要求,然后通过后期使用验证再调整确定的。
2.轴承的安装
在实际安装过程中,由于现场管理问题,会出现安装轴承内部进入异物而未及时清理的情况,这样在运转后就会使轴承异常磨损发热。同时由于操作不规范以及对隔套安装面的敲击,导致磕伤、安装间隙小于设计值。当实际使用的两个轴承与设计品牌不一致或配对轴承品牌不一致时,由于不同厂家产品质量不同,对间隙的要求也不同,人为互换后会导致轴承工作间隙不匹配。
3.不良品的流出
不良品流出问题属于内部质量管理范畴,比较少见,但也是造成故障的原因之一,如隔套尺寸及轴承安装孔、安装轴尺寸加工超差以及轴承本身质量问题等,都属于不良品流出。
制定对策
对于现场问题,应将不合格的隔套重新制作,保证轴向游隙符合设计值;修整不合格的轴承孔。但若要从根源上解决问题,就要从设计到制作,再到安装过程,对涉及轴承工作间隙的相关事项进行整体的质量控制。具体步骤如下:
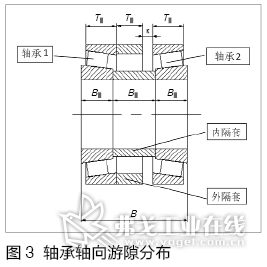
1)设计部门确定圆锥滚子轴承游隙时,一般要使用计算公式,得到一个理论值,但更准确的要结合具体轴承品牌及型号,来确定轴承的游隙。 轴承轴向游隙K=(B1+B2+B3)-(T1+T2+T3),轴承组件的总宽度B包含了轴承游隙,应通过修磨内隔套宽度来保证轴向游隙。如图3所示。
2)现场安装时要严格按照设计时选定的品牌选择轴承,避免不同品牌轴承混用的情况,实际使用过程中出现问题,应及时反馈给设计部门进行及时修正;轴承安装应严格按照轴承安装规范执行,要保持安装现场的清洁,轴承安装前要保证良好的密封,避免灰尘、杂物进入轴承内部;禁止野蛮装配情况。
3)加强生产质量管理,对于压力机制造商来说,应严格按照检验流程对机械部件进行检验。
对于设备采购方,应进行关键部位质量监造,将轴承安装轴、安装孔、轴承隔套的尺寸的检验、轴承品牌核对编入监造质量控制计划,在设备制造阶段防止不良品流出。
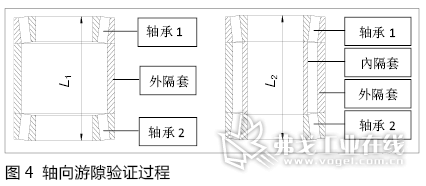
4)为了检查轴承的实际轴向游隙,建议将加工好的隔套和轴承在实际装配前进一步验证。将轴承和隔套按照在飞轮中的工作状态进行预组装,第一次不加内隔套,测量两个内隔套外侧总长L1,然后,填加內隔套再次测量内隔套外侧总长L2,保证L2-L1的值符合设计要求间隙值,如图4所示。
飞轮支撑轴承的设计形式
目前,压力机飞轮支撑轴承的设计形式主要有三种形式。
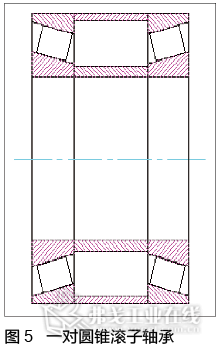
1.一对圆锥滚子轴承
此种布置形式由一对圆锥滚子轴承“背靠背”或“面对面”安装组成,如图5所示。其优点是:①能够承受较大的轴向力;②对飞轮加工精度(径向圆跳动、轴向圆跳动、动平衡)要求低。缺点为:①轴承游隙依靠轴承内外隔套尺寸及轴承与安装轴、安装孔的配合来实现,轴承的合理工作间隙不易确定和保证;②各厂家没有统一间隙标准值,不利于轴承通用。
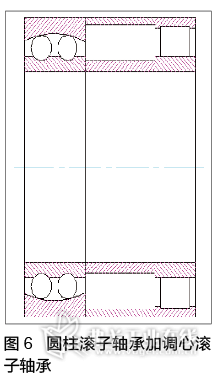
2.圆柱滚子轴承加调心滚子轴承
此类轴承由一盘NU型圆柱滚子轴承和一盘调心滚子轴承组成(图6),由于圆柱滚子轴承内圈与滚动体能够轴向移动,所以当支撑结构内部存在应力的情况下,通过轴承的轴向移动可以消除;同时,由于调心轴承的特点,滚动体与外圈允许在轴线方向偏转,接触线为根据实际位置修正后的线,适用于支撑座孔同心度不易保证、重载及振动载荷下工作。此种布置形式的优点为:①轴承游隙依靠轴承本身及安装轴、孔配合决定,内隔套只起固定轴承内圈的作用;②存在轴向内应力时,可沿轴承内圈轴向移动,避免轴承温度升高卡滞③调心滚子轴承内外圈之间可与允许摆动一定角度,能够承受因飞轮出现端面跳动对轴承运转带来的影响;④轴承工作间隙容易确定、保证。其缺点为:①允许承受的轴向力较小;②对飞轮轴承孔加工轴向圆跳动、径向圆跳动、轴承安装孔、轴精度及动平衡要求较高。
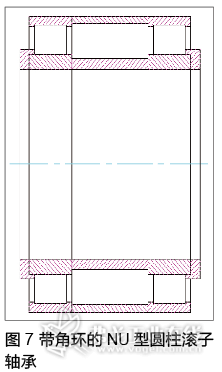
3.一对带角环的NU型圆柱滚子轴承
NU型圆柱滚子轴承可以有效消除轴向应力,带角环的NU型轴承,由于角环的限制,可以允许轴承外圈及滚子在轴承允许的范围内游动。如图7所示。其优点是:①飞轮前、后支撑各安装一盘内圈带角环的圆柱滚子轴承,轴承游隙由轴承本身及安装轴、孔配合决定,中间隔套只是起定位轴承的作用,轴承的工作间隙容易确定、保证;②轴承内圈和滚动体可以相对轴向移动,避免因轴承组件存在轴向应力造成温度升高卡滞。其缺点是:①允许承受的轴向力小;②对飞轮轴承孔加工轴向圆跳动、径向圆跳动、轴承安装孔及动平衡要求高。
综上所述,后两种轴承的布置形式,飞轮轴承的安装便于保证间隙,有利于避免飞轮轴承温度过高问题。
结语
压力机飞轮轴承温度过高是机械压力机调试中经常遇到的问题,在处理此类问题时,应通过对设备故障的分析,归纳总结原因,进而制定相应的措施。只要从故障的源头做好预防,在设备的设计、制作、安装过程加以控制,该问题是可以避免的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖