汽车轻量化用高强度钢板应用技术研发
为了提高汽车的燃料效率,满足减排CO2及保护环境的需要,要求汽车车体轻量化。另一方面,为应对逐年严格的抗冲撞要求以及车载部件的增多,车体重量有不断增加的趋势。扩大高强度钢板在车体结构上的应用,使车体轻量化是解决车体重量增加问题的必要方法。

近年来,抗拉强度达980、1180MPa级的高强度钢板用于车体结构部件的事例不断增加。随着抗拉强度的升高,钢板的冲压成形性和焊接性下降。为了解决这些问题,日本JFE钢铁公司对高强度钢板的冲压成形技术、提高高强度钢板车体刚性和抗冲撞性技术以及焊接技术进行了深入研发。为了进一步扩大高强度钢板的应用,JFE公司构建了从最佳材料选择到高强度钢板应用技术的解决方案体制。
1高强度钢板的成形技术
高强度钢板成形时存在的主要问题是,成形产生裂纹和皱折以及成形品发生回弹,使成形品尺寸精度下降。此外,随着钢板的高强度化,钢板剪切刀具损坏和冲压卡模问题也日益突显。为解决这些问题,JFE公司开发出利用CAE和试验方法的预测技术以及相应的解决对策。
1.1关于冲压裂纹的技术
1.1.1冲压裂纹预测技术
随着强度的升高,高强度钢板的延性和拉伸凸缘性下降。目前,普遍使用成形极限曲线(FLD)对钢板冲压成形时产生的胀出裂纹和拉延裂纹进行评价。但是由于扩孔加工和翻边加工时,在钢板端部产生拉伸凸缘裂纹和弯曲加工时钢板外表面产生弯曲裂纹到断裂的机制与上述冲压成形裂纹不同,所以不能用FLD进行评价。为此,JFE公司开发出拉伸凸缘裂纹的预测方法。该方法对包括钢板扩孔性、钢板端部应变梯度、剪切加工条件等因素在内的变形极限进行定义,用成形模拟法对拉伸凸缘裂纹进行预测(如图1)。
弯曲加工时钢板外表面产生的弯曲裂纹是无缩颈发生的、从拉伸弯曲的外表面产生的裂纹。JFE开发出弯曲裂纹的预测方法。该方法将拉伸弯曲外表面的成形极限作为V型弯曲试验得到的极限表面应变,可对弯曲裂纹进行高精度预测。图2是帽形成形时冲头肩部处钢板弯曲裂纹的预测结果。冲头肩部处钢板表面的应变,随防皱压力的升高而增大。
下转B09版当冲头肩部处钢板表面应变增大到V型弯曲试验得到的极限表面应变以上时,钢板表面产生裂纹。这样,利用JFE公司开发的方法,可以预测过去用FLD不能预测的弯曲裂纹的发生。
1.1.2裂纹对策技术
抑制裂纹发生的一般方法是改变部件形状,使之平缓化。JFE公司开发出无须改变部件形状的、对伺服冲压机动作进行控制的成形技术JIM-Form®。该技术将冲压加工分为两级进行。第一级是预成形。理论计算出预成形冲压件的最佳形状,使第二级冲压加工将冲压件加工成制品形状。由于进行了预成形,所以降低了发生裂纹的危险部位的应力。
1.2冲压皱折预测及对策
钢板越薄、强度越高,越容易产生冲压皱折。皱折定性评价法主要是成形模拟法和实际面板试验法。JFE公司对皱折定量评价方法进行了研究。
抑制冲头底部钢板皱折的方法主要是使用衬垫,抑制模具面部位钢板皱折的方法主要是控制防皱压力。但过去没有抑制钢板边部皱折的方法。JFE公司开发出缩短弯曲头与坯料钢板接触位置到坯料边部距离的抑制钢板边部皱折的方法(如图3)。将坯料弯曲成弯曲头的形状,抑制了边部皱折的发生。
1.3冲压件尺寸精度不良对策技术
1.3.1回弹预测技术
回弹预测精度依存于材料模型能否模拟包申格效应和材料塑性变形后的表观弹性模量。JFE公司对在单轴、双轴应力状态下,卸载-再加载时的高强度钢板特性进行了详细考察。在此基础上,开发出模拟各种变形形态下的应力反转时的非线性应力-应变关系的材料模型。
1.3.2回弹抑制技术
冲压件在冲压的下死点时,在冲压件内部形成下死点应力。回弹变形是冲压件脱离模具时,下死点应力释放引起的变形。材料的强度越高,冲压件回弹量越大。回弹是造成冲压件尺寸精度不良的重要原因。因此,提高回弹预测精度技术的开发和回弹抑制技术的开发,对于提高冲压件尺寸精度非常重要。JFE公司开发出回弹要因解析方法(如图4)。该方法将回弹与下死点应力联系在一起,可查明发生回弹的原因,确立抑制回弹的措施。
2冲撞解析技术和评价技术
高强度钢板用于汽车车体,不仅使车体轻量化,而且对提高汽车的冲撞安全性也有重要作用。因此,汽车车体和车体部件的抗冲撞性评价十分重要。JFE公司开发出利用FEM解析,高精度预测冲撞时的负荷-位移曲线的方法。
在进行冲撞的FEM解析时,需要利用考虑到材料的应力-应变对应变速度依存性的材料模型。JFE公司利用独自开发的高速拉伸试验法,开发出高强度钢板的应力-应变对应变速度依存性的模型。该高速拉伸试验法利用图像处理技术,对应变分布进行解析,实现了材料模型的高精度化。JFE公司利用该模型的FEM解析得到高精度预测的980MPa级钢板弯曲压溃时的负荷-位移曲线如图5所示。
随着钢板材料强度的升高,会出现冲撞时材料发生断裂而不能发挥出设计的抗冲撞性能的情况。所以,JFE公司采用依存于应力三轴度的断裂标准,对母材断裂进行预测。图6是利用考虑了冲撞断裂的FEM解析方法,对汽车中柱上部结构进行研究的事例。由于FEM解析中考虑了冲撞断裂,所以提高了FEM解析预测冲撞特性的精度。
JFE公司对实际部件冲撞特性的评价技术进行了开发。由于汽车冲撞安全性法规逐年严格化,JFE公司对冲撞速度为90km/h时的部件冲撞特性进行了研究。将700kg的冲撞体以0.1-100km/h的速度,冲撞到高2000mm、宽1500mm的试验部件,进行汽车冲撞模拟试验,试验中用多架高速摄像机进行冲撞变形摄影,以对部件进行3D变形解析。利用该冲撞模拟装置,可进行轻量化高性能部件结构设计和选择相应的部件材料。
3提高车体刚性的技术
部件所用钢板的厚度越薄,部件的刚性越低,并导致车体的整体刚性下降。如果为提高刚性而增加提高刚性的部件,则采用高强度钢板的轻量化效果就会下降。拓扑学优化设计是以最小的增重提高刚性技术的设计方法,拓扑学优化设计是根据给定设计空间,确定保留要求特性所必须要素的设计方法。拓扑学优化设计过去曾用于发动机铸件形状设计,但难于用来进行薄板构成的车体部件的优化设计。JFE公司开发出利用固体要素的拓扑学优化设计技术,设计出轻量高刚性的汽车部件形状。此外,将拓扑学优化解析技术用于车体最佳点焊位置设计,有效地提高了车体的刚性。JFE公司为提高车体刚性,使用国家碰撞分析中心(NCAC)发布的白车身整车模型,利用拓扑学优化设计技术进行的后侧梁与后横梁接合部部件形状的优化结果。利用拓扑学优化设计制作的部件形状的刚性较原来部件刚性提高了4.3%以上。
在原有白车身点焊基础上,增加点焊位置提高车体扭转刚性的研究结果表明,利用拓扑学设计方法,在车体扭转变形时,发生高应变的位置增加了200个点焊点,使车体的扭转刚性提高了2.5倍,取得了提高刚性的良好效果。拓扑学优化设计对象不仅是静态刚性,也可以推广到对振动特性、冲撞特性的研究,以便推进高强度钢板在汽车上的应用。
4高强度钢板的焊接技术
近年来,为了使车体轻量化,钢铁材料、非金属材料、树脂材料复合使用的材料多元化受到人们的关注。但与其他材料相比,钢铁材料的低成本和优良的成形性,仍然使钢铁材料保持汽车主体材料的地位。为此,JFE公司进行了各种高强度钢板和高功能钢板的开发。为了最大限度发挥出这些钢板的特性,促进车体轻量化和高强度化,高强度钢板焊接技术的开发十分重要。
4.1汽车车体焊接技术的开发动向
汽车车体制造中使用的接合方法有电阻点焊、激光焊、气体保护电弧焊、粘接、机械连接等方法。其中主要的方法是电阻点焊和激光焊,此外,还有搅拌摩擦焊。
4.1.1电阻点焊
电阻点焊是汽车车体组装时使用最多的焊接方法。一辆汽车中约有3000-6000个电阻点焊点。电阻点焊是利用大电流流过焊接部位时产生的电阻热进行焊接的方法。电阻点焊的焊接时间非常短,与其他焊接方法相比,电阻点焊具有成本低、效率高的优点,是大量生产时非常有效的焊接方法。
近年来,由于多关节焊接机器人和焊接控制器(焊接电流波形控制)的组合,使电阻点焊系统有了很大进步。在机器人控制盘上可对机器人动作、焊接压力、焊接电流进行全面控制,构成了点焊综合控制系统。该系统可对焊接电流和焊接压力进行自由设定。例如,点焊综合控制系统可对从一个焊点移动到另一个焊点的电极前端轨道进行优化处理,以提高焊接生产效率。点焊综合控制系统,还可以对不同状况的焊接钢板或焊接部件的焊点焊接压力进行优化,以提高焊接质量。JFE公司为推进点焊综合控制系统功能的提高,特别是焊接电流和焊接压力控制功能的提高,进行了多种焊接技术的开发。
高板厚比的3片重叠钢板的焊接很难形成稳定的焊接熔核。为解决这个问题,JFE公司开发的智能点焊技术,在扩大高强度钢板的应用中,增加了高板厚比的钢板组合。图7是智能点焊的焊接电力和焊接压力的控制曲线。智能点焊采用了两级加压和两级通电的焊接模式,对焊接熔核的形成进行有效控制。普通点焊时,熔核在电极间的中央部位形成,很难在薄板与厚板间形成。智能点焊在一级焊接时采用低焊接压力、短时通电和大电流的焊接参数,使薄板与厚板间优先发热,在二级焊接时,采用高焊接压力、长时通电的焊接参数,促进厚板与厚板间的发热,从而形成了3片重叠钢板的稳定焊接熔核。
JFE公司开发的单侧点焊技术也是利用两级加压、两级通电控制的焊接技术。使用高强度钢板制作的封闭断面结构部件是提高汽车车体高刚性化的有效方法。但这种部件制造时,需采用单侧焊接方法。为此,JFE公司开发出在易于施工的间接式单侧点焊技术中,通过压力和电流控制,形成稳定熔核的单侧点焊技术。JFE公司开发的单侧点焊技术的两级加压、两级通电期限与智能点焊的两级加压、两级通电曲线相反。一级焊接时,采用高加压、低电流工艺,确保板-板间的完全接触,二级焊接时,采用低加压、大电流工艺,以形成完好的焊接熔核。
JFE公司开发的脉冲点焊技术是通过对后热电流曲线的控制,提高点焊接头十字拉伸强度的点焊技术。高强度薄钢板的C含量较高,相应地电阻点焊接头强度有下降的趋势。为了解决这个问题,JFE公司开发出脉冲点焊技术。
该技术在熔核形成并通电后,对熔核进行短时间冷却和再通电(脉冲通电),缓和了熔核中的P偏析,提高了熔核的韧性,同时降低了HAZ的硬度,缓解了熔核边部的应力集中,结果是大幅度提高了点焊接头的强度。JFE公司开发的脉冲点焊技术特点是,未对熔核直径进行控制,而是对点焊部位的特性进行控制。
上述的电阻点焊法是使焊接电流按设定的电流值流过焊接部位的定电流控制方法。最近,JFE公司推进了新型点焊技术的实用化。该技术是利用监测焊接电流和电极间电压值,计算出焊接热量,逐次改变焊接电流强度,使焊接热量与预先设定的热量变化目标值一致的点焊焊接技术。采用该技术,在车体制造的焊接点间距发生变化时,无须改变焊接电流设定值,就可以保持形成稳定的熔核。
为保证高强度钢板点焊接头的足够强度,前述的对焊接部特性进行控制是有效的方法,但稳定保证熔核直径大小相同也非常重要。为了应对今后钢板的进一步高强度化,JFE公司开发出利用适应控制的点焊技术“J-MAC®点焊”。普通的适应控制点焊是使焊接中的焊接热量变化与设定的热量变化目标值一致。J-MAC®点焊的控制特点是将适应控制区间分割为多个小区间,对于每个小区间,使焊接热量变化与设定的热量变化目标值一致。J-MAC®点焊方法可使软钢到高强度钢的点焊熔核直径稳定化。
4.1.2激光焊接
从很早开始,激光焊接就作为新一代焊接技术而受到人们的关注。激光焊接作为使部件高刚性化的连续焊接方法十分有效。但是,由于激光焊接设备成本高,以及对被焊接材料的组装精度要求很高,所以一直未达到普遍应用的程度。随着近年来激光束特性的提高,激光焊接技术的实用化有了进一步发展。
激光-电弧复合焊接法是激光焊与电弧焊组合的焊接方法。由于添加了填充金属,降低了对被焊材料的组装精度要求。图8是激光-电弧复合焊接的模式图。在激光照射点的后方设置电弧焊电极,产生电弧,即使在高速焊接时,也可保证电弧等离子区熔滴移动的稳定化。因此,扩大了两片重叠钢板焊接时的钢板间隙量。激光-电弧复合焊接的应用值得期待。
与激光-电弧复合焊接不同,可进行更高速焊接的遥控激光焊接技术正在推进实用化。遥控焊接技术是小光束直径激光扫描振镜系统与长焦点聚焦透镜的组合,可进行超高速的任意形状焊接。即使使用高价的激光焊接设备,在成本上仍然有利。由于遥控激光焊接技术可低成本地进行任意形状的焊接,目前,正在对用遥控激光焊替代提高刚性的电阻点焊进行研究。为了保证遥控激光焊接接头的强度,必须查明遥控激光焊接线形状与焊接接头强度的关系。为此,JFE公司利用焊接试验和有限元法,对焊接线形状与焊接接头强度的关系进行了评价,并确定了最佳的焊接线形状。可以预期,遥控激光焊今后将会得到扩大应用。
4.1.3搅拌摩擦焊
搅拌摩擦焊(FSW)是利用高速旋转的搅拌头插入被接合材料产生的摩擦热,使材料熔融流动进行接合的技术。该技术可获得低应变、高质量的接头,已经用于铝合金、镁合金等低熔点金属材料的接合。可以认为,FSW用于钢板结合,也具有低应变、高质量接头的效果。与用于低熔点材料的情况不同,FSW用于钢板接合时,需要使用具有优良高温特性的搅拌头。近年来,对可用于钢板接合的搅拌头进行了开发。已开发出在搅拌头转速为200rpm、接合速度为200mm/min的FSW条件下,获得接头强度为780MPa级母材钢板强度96%的搅拌焊接接头和1180MPa级母材钢板强度54%的搅拌焊接接头。进一步提高FSW接头强度的研究正在进行,今后FSW用于高强钢板接合的可能性很大。
4.2汽车底盘焊接技术的研发动向
由于汽车底盘被焊接部件是厚度大于车体部件的热轧钢板,所以汽车底盘焊接基本上采用气体保护电弧焊。
4.2.1气体保护电弧焊
汽车底盘部件气体保护电弧焊的主要焊接方式是搭接角焊,要求具有低焊接飞溅的焊接施工性。JFE公司在低飞溅CO2气体保护电弧焊方面,开发出使用含有稀土金属(REM)焊丝的正极性焊接的J-STAR®焊接法。J-STAR®焊接法已经用于造船厚钢板的焊接。
汽车底盘部件的气体保护电弧焊接头的要求特性有高疲劳强度(耐久性)和耐蚀性,特别是在使用高强度钢板进行部件减薄时,焊接接头的高疲劳强度和良好耐蚀性尤为重要。一般来说,焊接接头疲劳裂纹的产生,取决于焊接趾端的应力集中和残余应力,钢板强度升高,并不能提高焊接接头的疲劳强度。为解决焊接接头的疲劳问题,JFE公司开发出等离子-电弧复合焊技术。先导焊是气体保护电弧焊,随后跟进的是等离子焊。该焊接技术采用电弧焊和等离子焊都是正极性焊接的方法,产生两种电弧互相拉扯力,促进焊接熔池的熔融金属扩展焊道宽度,使焊道的焊趾平滑化。对厚度为3.2mm的780MPa级热轧钢板的搭接角焊接头,进行平面弯曲疲劳试验的结果表明,其疲劳强度高于传统焊接的搭接角焊接头。
JFE公司在提高焊接接头耐蚀性方面,开发出低CO2气体保护电弧焊技术。附着在焊道和焊趾的焊接熔渣,降低了防腐涂膜的密着性,使涂膜产生缺陷,导致焊接接头发生腐蚀。为解决这个问题,采用了降低活性气体CO2比例的低CO2气体保护电弧焊的焊接方法,改善了焊趾形状并提高了耐蚀性。
4.2.2激光-电弧复合焊
汽车底盘部件中有封闭断面结构的部件。采用高强度钢板制造的封闭断面结构部件,是使部件兼有轻量化和高刚性化的有效方法。在用平板钢板制造封闭断面结构部件时,需要对在对接或搭接状态下的钢板接缝部进行焊接。由于气体保护电弧焊不能获得足够的熔深,所以不能采用气体保护电弧焊。于是,采用可贯通焊接的激光-电弧复合焊。激光-电弧复合焊可进行高速高效率焊接,并且对焊接件的间隙精度要求较低,经实际焊接确认,激光-电弧复合焊适用于封闭断面结构部件的焊接。
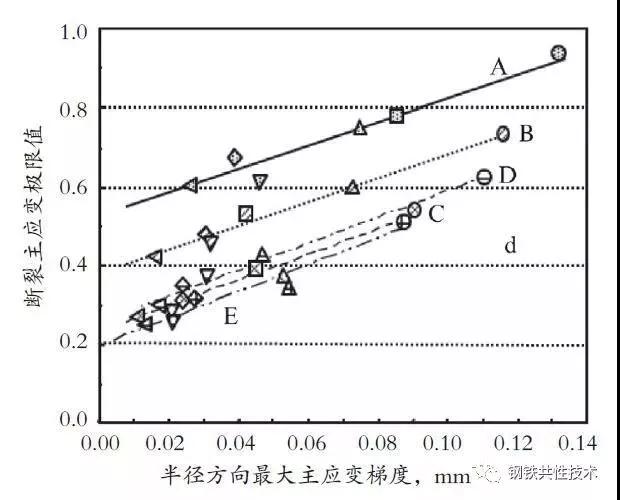
▲图1 半径方向应变梯度对拉伸凸缘变形极限的影响
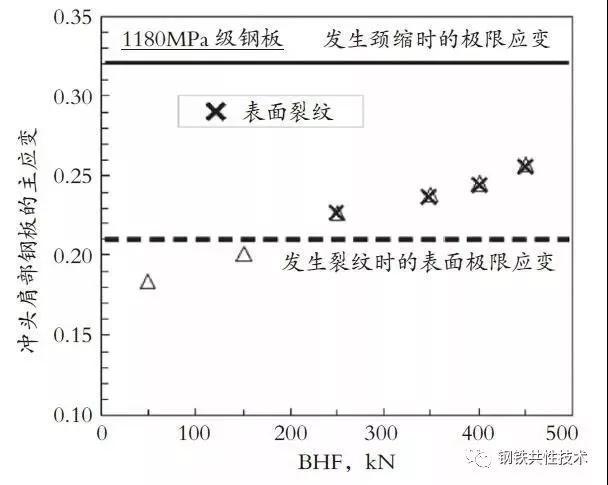
▲图2 深冲成形时冲头肩部(R部)钢板弯曲裂纹预测
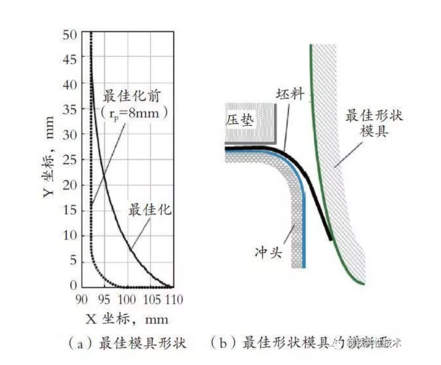
▲图3 抑制皱折的最佳模具形状
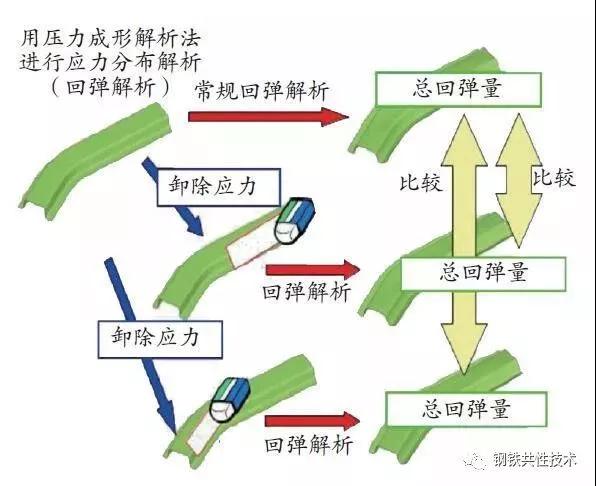
▲图4 回弹原因的解析方法
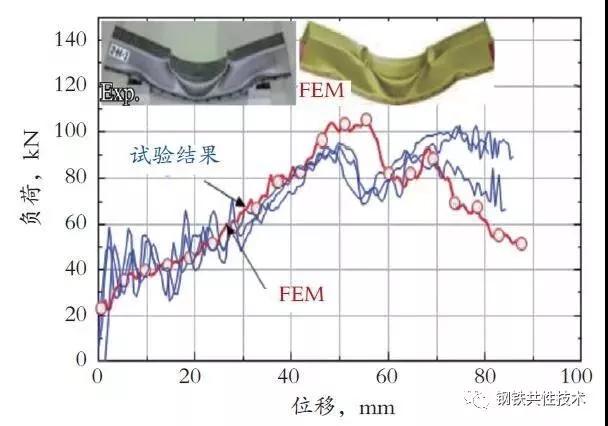
▲图5 FEM解析对弯曲压溃时负荷-位移的预测结果
与试验结果的比较
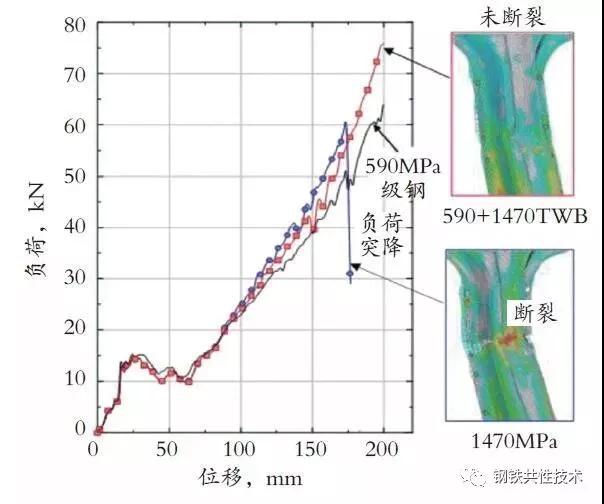
▲图6 考虑了冲撞断裂的FEM解析结果
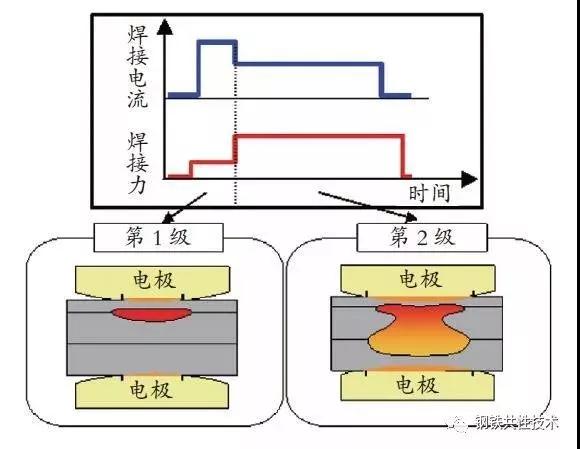
▲图7 智能点焊的焊接电流和焊接力控制曲线
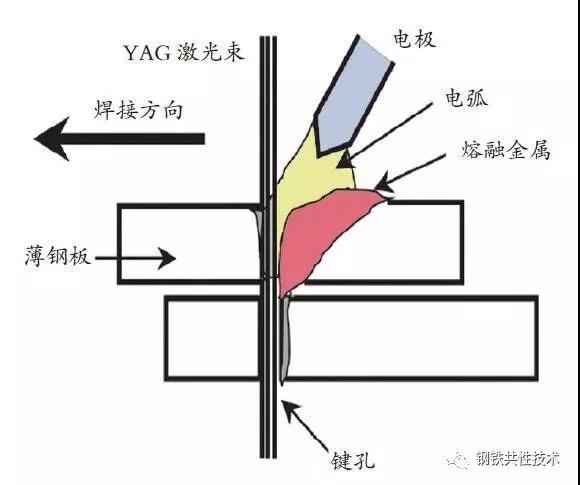
▲图8 激光-电弧复合焊接模式图












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖