智能柔性化焊装线规划浅析
近年来,智能柔性化焊装已获得长足发展,正在逐渐替代传统焊装生产线,其优势主要有两点。一是更低的工装设备投资。通过多车型共线在工位布局、工装形式等方面预留空间,增加车型后只需要部分改造即可实现,大大降低了夹具、设备及人力等多个方面的成本。二是更短的产品投放周期。柔性化焊装线在新车型投产时改造量小、周期短,可以缩短产品从研发到投入市场的周期。
柔性化焊装线实现形式分析
柔性化焊装线,顾名思义也就是能够满足多车型混线生产且具备较高生产节拍的焊装生产线。规划一条高水平的焊装线,需要结合产品定位和生产纲领,综合计算并考虑生产线节拍、工艺路线、厂房空间、物流及安全环保等因素。智能柔性化焊装线的规划,除了以上因素外,关键还在以下几个方面。
(1)机器人的合理应用
机器人的选用对产品质量的一致性保证和生产效率的大幅提升有很大影响,同时为柔性化焊装线的构建提供了完善的保障。
(2)柔性化切换系统
在柔性化焊装线上,因各车型或配置的差异化需求,导致工装种类和数量繁多,在不能实现各车型共用的情况下,工装必须通过切换来适应不同车型的变化,实现柔性化共线。
(3)高速输送系统
输送系统必须要满足高速输送的要求,尽量减少在输送环节占用的时间。当下应用最为广泛的是辊床台车、EMS链式输送等多种输送方式相结合,不同输送方式的结合可以达到取长补短、加快输送效率的目的。
机器人的合理应用
1.机器人的应用范围
近年来,用人成本的增加以及机器人技术的发展带来的机器人使用成本的降低,使得采用自动化程度越来越高的焊装生产线成为汽车厂商的趋势。基于高节拍生产的要求,智能柔性化焊装线需要用到更多的机器人,这是基于其自动化生产的要求。奇瑞捷途某焊装线共使用了百余台机器人,其中涉及点焊、弧焊、滚边、抓取件及涂胶等工艺,节拍达到120 s。
2.机器人的交叉协作
在柔性化焊装线中,机器人的应用不仅仅是应用于点焊,其他各项工作诸如弧焊、涂胶、包边及工位间输送等工作也是由机器人完成,人工主要承担部分工位的上件以及线体运行状态的监控工作。在一些集中上件工位,在人工完成上件后,接下来的工作均由机器人完成,直至该工位焊接完成输送至下一工位,其组成形式类似于智能化的工作站。
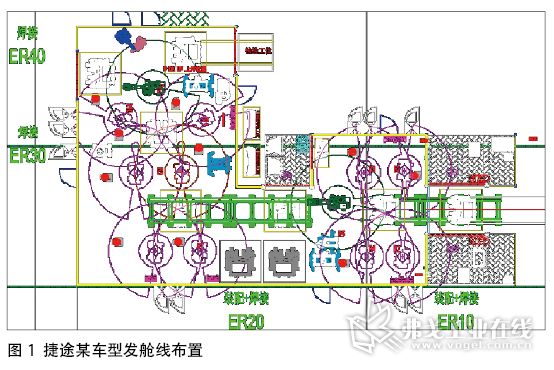
图1所示为捷途某车型发舱线一个工位的平面布局图。该线体共有12台机器人,ER10与ER20分别为人工上件,上件完成后,夹具通过滑台滑至焊接区域,由机器人完成定位点焊,并在后序工位抓件、补焊,最后由机器人抓件放到EMS输送系统上输送至下部线。这种将多道工序合并到一个工作站,由多台机器人交互协作来完成焊接、涂胶及输送等任务的组成形式,在柔性化焊装线的分线体均有应用。
3.机器人定位系统
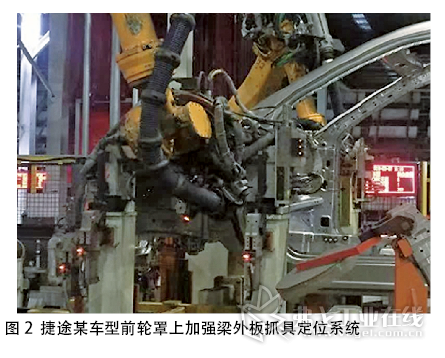
在智能柔性化焊装线上,常采用机器人精定位抓具来实现零件的定位,如图2所示。机器人抓具系统由机器人、抓具、切换盘、抓具支架和电控系统等组成,在柔性化焊装线大量采用精定位抓具进行主焊线上零件的定位,如顶横梁、轮罩上加强梁外板等,非常适用于车型多、节拍要求高的柔性化焊装线。
与普通夹具相比,采用机器人抓具定位有以下两个特点:
1)体积小便于存放。不同车型的抓具可以纵向放置在抓具支架上,结构轻便,占用空间较小,在线边的闲置空间就可以布置,这点对于多车型混线生产的高速柔性化焊装线尤为重要。
2)切换速度快。库位存储夹具在存储位和工作位的切换通常需要30 s以上,而精定位抓具可以通过切换盘与机器人快速连接和脱离,抓具的切换最快可在10 s内完成。
柔性化的切换系统
夹具定位系统的切换要实现不用车型的柔性化主要有两种途径:一是夹具设计时,根据不同的产品结构,在同一夹具上通过定位单元的伸缩、滑移、翻转等实现定位基准的切换,从而满足不同车型的定位要求;二是每种车型独立开发专用夹具,然后夹具进行整体切换。第一种方式实现成本较低,夹具通过定位单元的切换完成车型之间的切换,但其应用有局限性,对于产品差异较大的情况无法实现。第二种方式不用考虑车型之间的差异大小,柔性化程度高,缺点是成本高、占用面积大,主要用在上件集中、定位单元需要密集布置的工位,如侧围、发动机舱和车身总拼工位等。
1.二级总成柔性化夹具
类似侧围、发动机舱等二级总成工位定位机构较为复杂,夹具无法共用,或者出于焊接可达性的考虑而放弃直接共用夹具的情况,为了增加夹具切换的灵活性以及方便性,一般会选择夹具库位存储切换形式,即将已有车型的夹具存储于固定位置,夹具存放位置下面布置有滑轨,需要切换夹具时,现用夹具首先滑进库位之后切换夹具滑出库位,即可完成切换。
BASE旋转工作台为另一种常见的柔性化切换方式。这种BASE旋转工作台可以实现三款车型同一工位生产,显著节省了生产线的布线面积。不仅如此,三款车型任一款退市后,BASE旋转工作台可以切换新车型,不需要重新购置新设备和布置新场地,缩短项目周期,完成真正意义的高柔性快速切换。
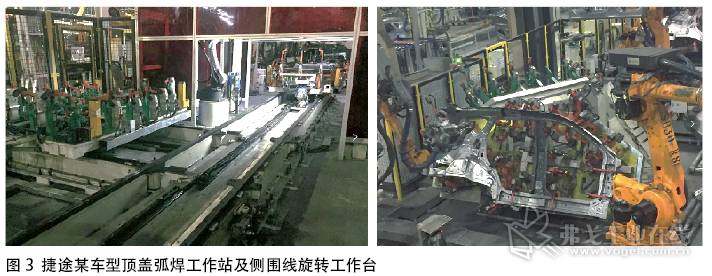
图3所示为捷途某车型焊装线上顶盖弧焊工作站及侧围线的布置,其采用的分别是以上两种切换形式,类似于这样的切换形式应用广泛,原理都是通过夹具的切换来实现柔性化共线。
2.总拼工位柔性化夹具
焊装线能否达到高节拍和高柔性化的条件,总拼夹具是其中最重要的一环。柔性化总拼夹具技术近年来获得了长足发展,主线集成供应商也发展了其核心技术,例如柯马常用的OPENGATE柔性化总拼夹具、库卡常用的Flexible Gate Store形式柔性化总拼夹具等。不同的总拼形式其优缺点都各不相同,需要根据焊装线总体的产能规划、投资预算、生产节拍、线体布局、共线车型数量和共线车型参数等综合考虑。
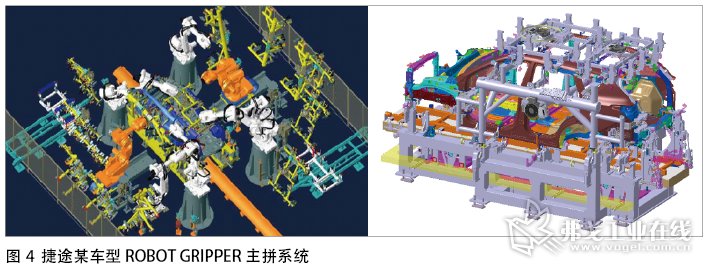
捷途焊装线采用的是ROBOT GRIPPER主拼系统(图4),其主要特点是通过机器人抓举定位抓手,然后用定位抓手组合对车身进行定位。定位过程中,左、右侧围抓手在白车身内部进行固定,成为一个整体框架,其中底部依靠工装的楔形槽与定位抓手互锁头的定位面为机器人工装的定位基准,此外在侧围和顶部工装设有装配互检机构,通过各个定位抓手的互锁互检,从而确保定位工装的装配精度。互锁机构在成形定位机上共有两个,左右侧围定位抓手定位连接点也有两个,定位精度达到了±0.1 mm,从而有效保证了车身骨架拼焊精度。该系统中,机器人可在8 s内完成车型快速切换,从而实现多种车型在同一主拼工位的柔性化生产。
3.下部车身柔性化定位系统
主线的每个工位都需要对下部车身进行定位,其定位系统一般为4~8组不等。要实现不同车型的共线生产,理想的情况就是在进行产品设计的初期就对下车身定位点进行约束,以使不同车型的下车身车体定位点区域不会相差过多,在这种情况下下车身的柔性化定位系统就比较简单,通过定位机构的切换就可以实现。目前捷途焊装线对下车身的定位系统采用的是台车,通过气缸控制定位基准的侧向翻转来实现不同车型的定位。
高速输送系统
1.主线输送系统
在主线输送系统的选择上,目前应用较为普遍的是高速辊床滑行系统。与辊床配套用于车身定位的是台车,其上有不同车型的定位单元,台车在滑行线上受到电磁引力作用后可选择性地循环高速滑行,其水平输送速度为1.5 m/s。台车是依据现场的生产管理系统的指令车型结合设备PLC控制程序进行自动调用,因此这种柔性方式具有高速、高效、高精度的优点,实现了满足不同车型快速输送的高节拍、柔性化要求。
2.线间输送系统
EMS输送系统是通过输送小车在轨道内的循环,实现工件在不同线体之间的输送,自动化程度高,定位单元结构简单,易于实现柔性化。在柔性化焊装线中,EMS输送系统主要应用于从分线到主线间的输送,例如发舱总成输送到下部线合拼工位,侧围总成输送到主拼工位等。图5所示为捷途某车型焊装线上侧围总成的EMS输送系统,机器人在侧围总成工位将左、右侧围总成挂到EMS小车上,小车根据预设轨道输送到主线的车身预拼工位,机器人将左、右侧围总成取下与下车身进行合拼。

结语
随着柔性化技术日益完善,各大汽车厂都在不断开发研究新的柔性化形式,以保证更好的焊接精度和更低的制造成本。从捷途焊装生产线的实际应用来看,在进行焊装线规划时,一定要结合企业自身情况,掌握生产线柔性与经济性的最佳平衡点,使各个环节有机统一起来,最终实现为一条生产节拍快、柔性、稳定的焊装线。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖