为汽车变速箱壳体柔性制造提供成套技术解决方案
汽车行业已成为机床产业的消费主体,尤其对高效、高性能的数控机床和柔性生产线有着大量的需求。在机床消费总量中,汽车行业的消费量约占40%。而在机床采购总额中,进口机床的采购额约占80%。近年来,随着卧式加工中心可靠性和稳定性的提高,以及随着汽车制造业日益从单一的大批量生产转向多品种、变批量的生产,由卧式加工中心组成的柔性生产线或柔性制造系统已在发动机缸体缸盖、变速箱壳体的生产中得到了广泛应用。因此,为汽车行业提供成套的装备和技术解决方案,一直是国内机床企业追求的目标。
四川普什宁江机床有限公司(以下简称“普什宁江”)为某齿轮传动公司提供的变速箱壳体柔性生产线(如图1所示),就是国产精密卧式加工中心批量进入汽车行业的典型案例。该项目一次性采用了27台普什宁江的卧式加工中心,这些设备全部为“高档数控机床与基础制造装备”科技重大专项(以下简称“04专项”)课题“精密卧式加工中心”的研究成果。27台精密卧式加工中心以5条柔性制造系统的形式提供给用户,用于汽车变速器壳体的柔性生产。每一条柔性制造系统均由多台精密卧式加工中心、物流贮运系统和总控系统组成,实现了物流、加工及辅助设备的一体化集成,能够确保在一定的时间内,实现机床的零停机,从而满足了用户对高效加工的要求。由于是多台机床(一般为3~6台)的集成,使得机床、刀具、清洗和检测等资源得到了最大程度的共享利用。在总控控制下,该柔性制造系统可以实现多种零件的混流加工,并能够在长时间无人看管的情况下连续运行。

图1 客户生产现场的变速箱壳体柔性生产线
该项目的成功实施,标志着04专项课题的研究成果——中高档数控机床开始走向产业化,从而在推进国产高档数控机床的技术进步,满足国内重点行业用户的需求,以有效抑制进口依赖而发挥了积极的示范效应。
变速箱壳体柔性制造系统的组成和设备概览
普什宁江的变速箱壳体柔性制造系统采取多品种混流柔性生产方式,主要用于加工箱式壳体、桶式壳体、前壳和后壳等共10个品种的产品(如图2所示),加工的壳体材质涉及铸铁和铝合金,具有年产20万件变速器壳体的生产能力。




图2 变速箱壳体典型零件类型
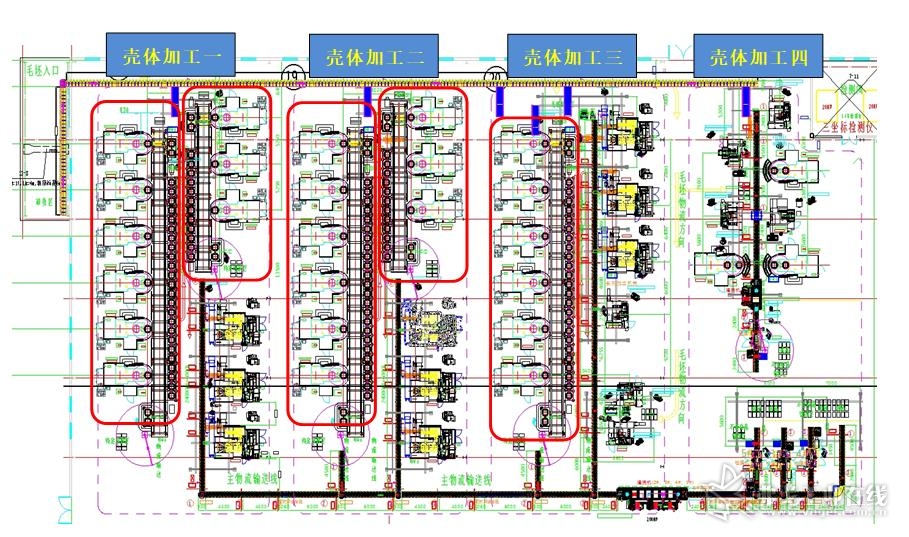
图3 变速箱壳体柔性制造系统平面布局
如图3所示,普什宁江的变速箱壳体柔性制造系统由壳体加工一线、二线和三线组成。整条生产线以自动化的物流输送设备为纽带,按照科学合理的物流流向和生产工艺路线排列,贯通串联所有的加工设备,形成了自动化的物流系统。
该变速箱壳体柔性制造系统的机械加工设备由5套FMS柔性制造系统(集成27台精密卧式加工中心)、6台立式加工中心、一条总物流输送线、4台清洗机、4台试漏机和13台检测平台等辅助设备组成。
以THM6363A精密卧式加工中心为主体的加工单元,具有如下特点:
1. 设备采用优化的结构和配置,精度高、可靠性好;
2. 全部机床配置高速ATC、高速APC系统;
3. 机床直线轴快移速度45m/min;
4. X、Y和Z 轴的定位精度≤0.008mm,重复定位精度≤0.004mm;
5. 转台B 轴定位精度≤6″,重复定位精度≤3″;
6. 设备可靠性指标MTBF为1500h;
7. 工作台交换重复定位精度≤0.005mm;
8. 部分机床配置高速电主轴;
9. 设备具有高速以太网通信、数据服务器、PROFIBUS现场总线控制、远程监控和诊断功能。
自动物流储运系统的主要特点是:
1. 全自动物流小车RGV具有优越传输性能,以及较高的运动精度和位置精度;
2. 全自动物流小车RGV的X、Y和Z轴采用CNC控制和数字化驱动;
3. 全自动物流小车RGV的最快搬运速度达70m/min;
4. 全自动物流小车RGV的搬运重量高达1200Kg;
5. 物流系统配置48/24库位的零件立体库;
6. 每线配置4套上下料站,可根据生产需要快速调整物流方向;
7. 零件更换时间≤2min。
多种类型零件的混流加工工艺
普什宁江的变速箱壳体柔性生产线的加工节拍见表所示。实现这样的加工节拍,其难点及创新点主要体现在:
1. 采用柔性制造系统FMS,实现零件的多品种、多工序和变批量的混流加工,需要安排好多种工艺路线和工序。
2. 采用工件智能感知识别技术,智能RGV 小车控制,FMS全智能化监控、感知和执行等多种自动化物流形式的集成应用。
3. 通过在线检测,对加工零件进行主动测量,确保零件的加工质量和加工效率。
4. 依托对FMS总控系统软件的开发,开展了智能调度技术的研究,实现了计划管理、加工工艺流程编排、FMS资源管理、实时仿真和人机交互、智能物流搬运和缓冲、物流搬运系统接口、加工设备接口以及FMS运行统计、故障诊断和运行履历、设备物流系统的维护和调试、物流手动运行等功能。
表 变速箱壳体柔性生产线加工节拍
| 序号 |
生产线 |
零件名称 |
班产量 |
生产节拍 |
| 1 |
柔性1线 |
变速器壳体 |
41件 |
4.12min/件 |
| 2 |
变速器壳体 |
27件 |
||
| 3 |
变速器壳体 |
31件 |
||
| 4 |
柔性2线 |
变速器壳体 |
29件 |
3.92min/件 |
| 5 |
变速器壳体 |
34件 |
||
| 6 |
变速器后壳 |
41件 |
||
| 7 |
柔性3线 |
变速器前壳 |
27件 |
5.67min/件 |
| 8 |
变速器后壳 |
45件 |
||
|
|
|
合计: |
275件 |
1.484 min/件 |
通过项目的实施,普什宁江为用户建成了10个品种、年产20万件客车、卡车变速箱壳体的柔性制造系统。该变速箱壳体柔性制造系统所有的加工设备均为数控机床,输送小车采用NC系统控制,关键设备数字化率100%,生产节拍≤1.484min/件,生产效率提高了38.5%以上,能耗降低了53%,生产人员减少了66.93%,实现了多品种零件、多种工艺的变批量混流加工(如图4所示)。
通过在汽车变速箱制造企业的生产现场进行验证和示范应用,普什宁江有效地解决了箱体类零件的产品工艺设计问题,满足了精密加工的要求,形成了可供推广的智能制造关键技术,且这项技术无需任何调整,就能实现品种的更换,在确保高效、可靠加工,从而保证零件加工精度一致性的同时,还充分体现了少人化、柔性化和智能化的特点,为用户快速响应市场需求提供了技术保障。
通过该项目的实施,普什宁江为进入高端汽车市场,从而为汽车关键零件的加工提供可靠的装备技术而积累了大量的工艺经验和设备开发经验。

图4 普什宁江开发的多种类型零件的混流加工工艺












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖