CPW800汽车用钢不同焊材焊接性能研究
近年来,由于汽车轻量化发展已成为趋势,高强度汽车用钢必然在汽车中应用越来越广泛。目前已开发出的高强度汽车用钢种类较多,力学性能覆盖面较广,适用于不同车型对汽车板性能的要求,既能满足汽车的强度、刚度和碰撞吸能安全性要求,也能满足舒适性与可加工性的要求,给汽车选材提供了更多选择。CPW800高强钢抗拉强度较高,与同级别抗拉强度的双相钢相比,其屈服强度明显要高很多,由于其具有良好的弯曲性能、高扩孔性能和高能量吸收能力,多用于汽车底盘、保险杠及座椅滑轨等。高强钢气体保护焊过程中,不同焊材会影响焊后接头性能,进而影响汽车的使用性能,因此在实际生产中焊材的选型至关重要。
试验材料与方法
1.试验材料
母材为CPW800高强汽车钢板,尺寸为350 mm×150 mm×1.5 mm。
焊接试验选用了四种焊材,分别为ER50-6、CHW-60C、CHW-70C和CHW-80C1焊丝。
2.试验方法
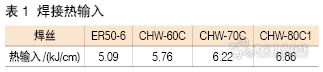
本试验焊接设备为松下YD-500GL型全数字MIG焊机,焊丝直径为φ1.2 mm,焊接速度为0.6 m/min,板间隙为0 mm,气体流量为15 L/min,送丝速度为2.9~4.1 m/min,保护气体成分为20%CO2+80%Ar(体积分数),干伸长为10 mm,焊接接头为I型对接接头,采用混合气体保护焊一道成形,具体热输入如表1所示。
硬度试验使用VH-5BC型硬度试验仪,在测试之前将横截面进行抛光处理,然后使用体积分数为7%的盐酸进行腐蚀,根据焊缝和热影响区的位置,确认测量点以及数量。焊接硬度试验按照GB/T2654-2008《焊接接头硬度试验方法》和GB/T4340.1-2009《金属材料维氏硬度试验》的要求进行试样的加工试验以及记录结果。
拉伸试验试样按照GB/T228《金属材料拉伸试验》的要求进行加工制作,实验室环境温度控制在(23±5)℃,试验结束之后记录焊接接头的抗拉强度。
金相试样经研磨、抛光后,采用体积分数为4%硝酸酒精腐蚀,在显微镜上观察显微组织。
试验结果与分析
1.硬度测试
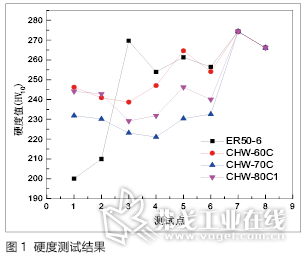
焊后分别对四种焊接接头进行硬度测试和拉伸试验。其中硬度测试的测试点选择了8个位置,1、2号位置为焊缝,3、4号位置为热影响区中的粗晶区,5、6号位置为热影响区中的细晶区,7、8号位置为母材CPW800。硬度测试结果如图1所示。由图可知,焊后热影响区和焊缝硬度均小于母材的硬度。对比相同焊丝的硬度可知,采用ER50-6焊丝得到的焊缝的硬度要明显小于热影响区,而其他三种焊材焊缝硬度与热影响区相差不大,均略高于粗晶区,略低于细晶区。对比不同焊丝的硬度可知,采用ER50-6焊丝得到的焊缝硬度较其他三种焊丝明显较小,而热影响区的硬度反而最大,整体上看没有出现正火区软化问题。
2.力学性能
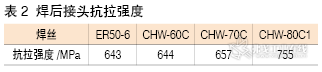
拉伸试验结果如表2所示,拉伸试验后采用ER50-6、CHW-60C和CHW-70C焊丝得到的焊接接头断裂位置均在热影响区,而采用CHW-80C1焊丝得到的焊接接头抗拉强度最大,断裂位置在母材区域。
3.金相组织
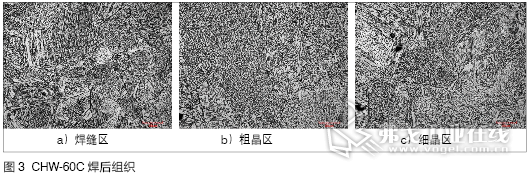
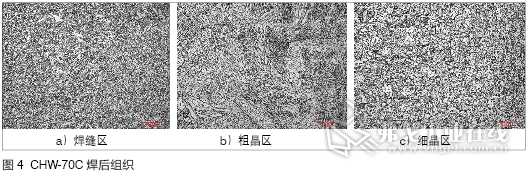
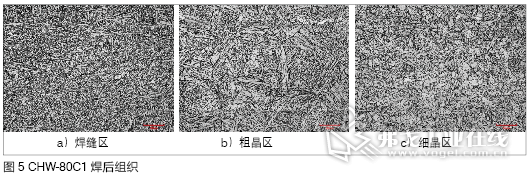
焊后对四种焊材的焊接接头进行金相组织观察,具体如图2~图5所示。
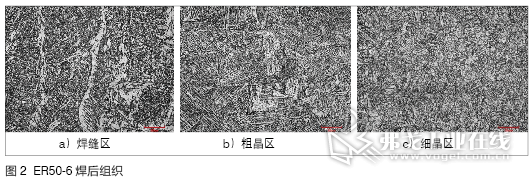
由金相组织图可知,采用ER50-6焊丝得到的焊缝处组织为粗大的先共析铁素体和针状铁素体,而粗晶区为板条状贝氏体,细晶区为粒状贝氏体。由于粗大的先共析铁素体的存在,导致其焊缝性能降低,粗晶区的板条状贝氏体组织导致了其硬度较大。
采用CHW-60C焊丝得到的焊缝组织为粒状贝氏体和铁素体,粗晶区为晶粒较大的粒状贝氏体,而细晶区为晶粒较小的板条贝氏体和粒状贝氏体。
采用CHW-70C焊丝得到的焊缝组织为单一铁素体组织,这也导致了其硬度较小,粗晶区和细晶区均为粒状贝氏体组织,区别在于晶粒的大小。
采用CHW-80C1焊丝得到的焊接接头与CHW-70C焊丝得到的焊接接头各部分组织比较接近。
结论
采用ER50-6焊丝,焊缝硬度较其他三种焊丝明显较小,而热影响区的硬度反而最大,整体没有出现正火区软化问题;而采用CHW-80C1焊丝,所得焊缝抗拉强度最大。本试验为实际生产中焊材选用提供了一定指导。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖