汽车总装底盘整体式合装工艺的探讨
合装工艺是总装车间最为复杂的一个工序,底盘前后悬等部件与车身完成“结合”与“装配”过程,直接影响生产产量、质量和效率。前期规划涉及面广,需综合平衡产品平台化、模块化、工艺路线、平面布置、设备能力、投资、人员、维护性、人机及安全等多种因素,可以称为总装工艺“皇冠上的明珠”。目前国内主机厂形成两种主流合装工艺,如表1所示。
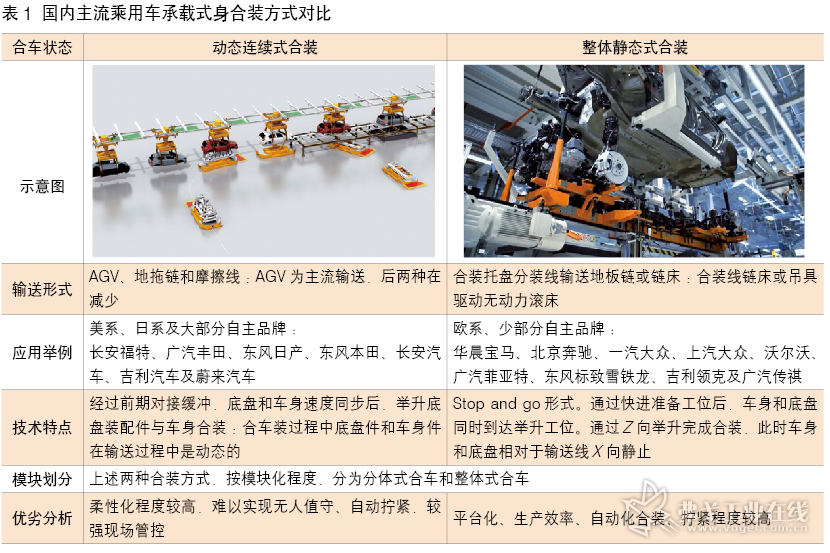
动态连续式合装受到随行精度的制约,合装后难以布置自动拧紧,为保证产品质量对现场管控要求较高;整体静态式合装自动化程度较高,产品质量更多靠设备来保证,符合总装车间“工业4.0”的发展趋势,得到越来越广泛的应用。
整体式合装对车身精度、零部件精度、托盘精度和定位系统的要求较高。早期我国自主品牌主机厂和设备配套厂家技术积累不足,在合装技术上一直处于模仿、追随状态。分体式动态连续合装技术门槛较低,容易突破。而整体式合装核心技术掌握在欧系BBA为代表的主机厂,以DURR、FORI为代表的国外设备供应商手中。近年来自主品牌产品平台化设计、工艺规划能力、车身和零部件精度显著提升,以四院、博锐为代表的自主设备供应商通过引进吸收和自主创新,实力显著增强。长城汽车、吉利领克及广汽传祺等主机厂已经突破整体式静止合装技术壁垒,开始逐步推广整体式静止合装。
整体式静止合装系统包括输送系统和关键组件等。
输送系统是合装托盘输送线、底盘一线和合装托盘返回线形成的口字形闭环(图1)。
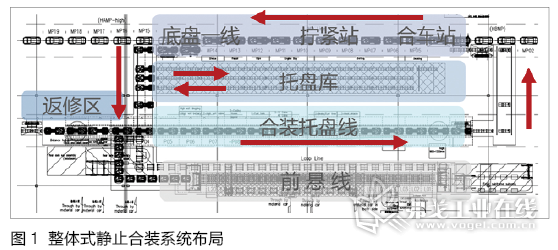
关键组件由合装托盘、合车站、拧紧站和返修站组成。部分工厂车型平台较多,为满足柔性化共线生产,配套建设托盘库。
合装托盘
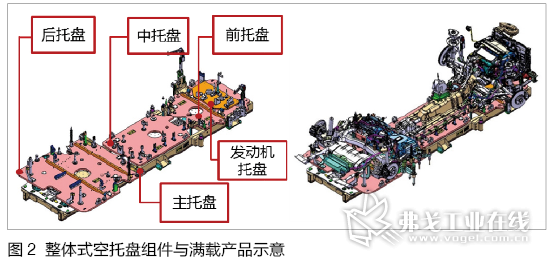
合装托盘由主框架、前托盘、中托盘和后托盘构成(图2),发动机托盘作为前托盘组件,各子托盘与主框架之间以及发动机托盘与前托盘之间均需采用快换机构,实现快速分离和合并。根据产品平台的不同进行排列组合“子母式”切换。合装托盘能满足底盘件分装上件,并承载输送到合装工位。
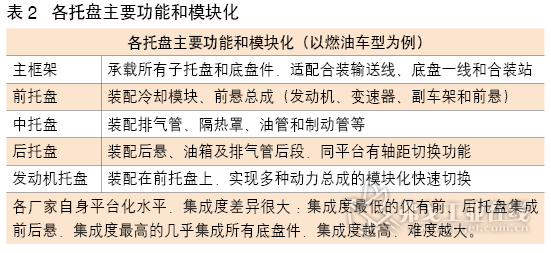
1.合装托盘各组件的功能
各托盘主要功能和模块化如表2所示。
2.合装托盘平台化和托盘库
针对客户需求的个性化、多样化及定制化的发展趋势,总装车间须提升共线混流柔性生产能力。表3为产品共线生产托盘兼容方式。
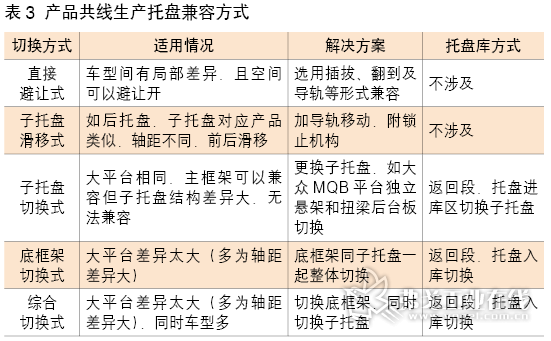
由于子托盘的数量较多,建立托盘库时库区占地面积较大,一般建在车间二层平台上,由于二层库区容量有限,托盘重量较重,钢结构作业量大,投资相对较高,优选直接避让式和滑移式,减少切换托盘和底框架的方式。整体式静止合装要求产品平台先行,产品平台化较差、兼容性较低的车企不宜采用。
3.合装托盘精度控制
整体式静止合装工艺对各子要素的精度要求控制非常严格。主框架在焊接夹具进行焊接时,去应力退火处理、整体喷砂处理后,再进行矫形和整体加工。分托盘,表面平面度达到±0.2 mm。托盘装配后的整体精度需要控制在±0.35 mm,部分关键销的精度需要控制在±0.15 mm。装配后各托盘需要逐个上三坐标检测调整。
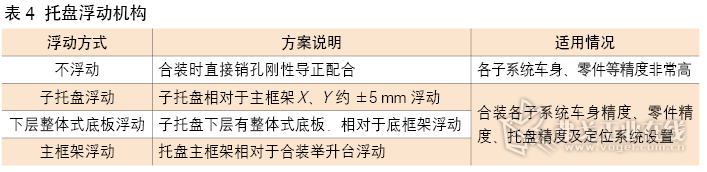
为提升合装成功率,各子托盘相对主托盘多数做成浮动机构(表4)。
整体式合装托盘输送线
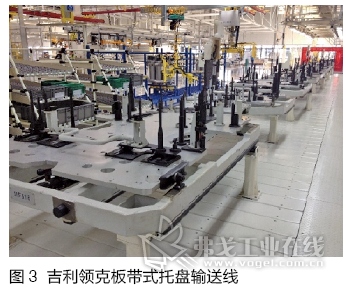
合装托盘输送线多采用板带式(图3)和链床式(图4),链床线不需要挖基坑,但成本相对较高。

1.合装站
托盘承载底盘件和吊具承载车身进入合装站后,分别对托盘和吊具进行定位,由剪式举升机举升托盘,或吊具下降完成底盘与车身“结合”的过程。合装过程中,底盘和车身主要是X向运动,相对于输送线是静止的。表5为国内主流乘用车承载式车身合装站。
合装完成后,放行进入到拧紧站中。拧紧站车身和底盘间Z向无法调整。一旦底盘与车身对接出现较大偏差且放行到拧紧站,将无法拧紧对接螺栓,调整时间长,影响整个车间的效率。必须保证合装系统的精度,并制定对应放行、返修策略。识别合装工位不成功时,系统报警,手动模式调整举升机下降或吊具上升,再次进行二次合装,或设置对应返修站。
2.拧紧站
合装站完成车身与底盘“结合”后,进入“装”的部分。对车身和底盘连接进行拧紧。
普通燃油车型有30~50个点需要拧紧,且大多数是A类拧紧点,对产品有重大影响。按自动化程度,分为手动拧紧和自动拧紧。
手动拧紧时,手持拧紧枪或反力臂,直接拧紧螺栓,或间接拧紧放在联系杆上的螺栓。分模块逐步拧紧。手动拧紧柔性化好,对合装系统精度要求低,拧紧设备投入相对较低。目前国内大多数自主品牌采用。
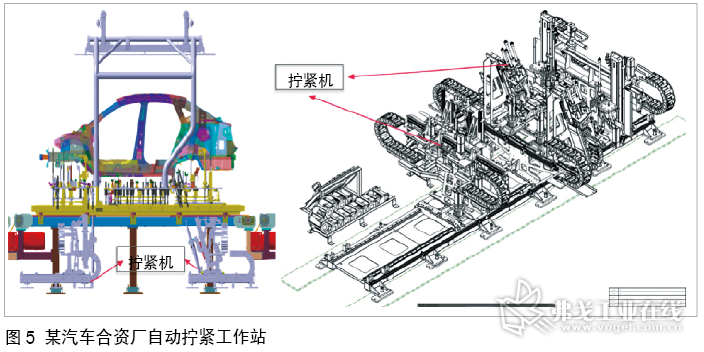
自动拧紧由伺服机构带动拧紧枪,自动完成螺栓的拧紧。分为先手动预紧后自动复紧式或全自动式。对产品零件、定位系统及合装托盘精度等要求较高,设备投资较大,如图5所示。
(1)X-Y-Z分体式伺服式移动拧紧台
拧紧台大底座可以X向伺服移动,拧紧枪子底座Y向伺服移动,拧紧枪Z向上升拧紧。按功能进行排列组合分为X-Y-Z三向移动式或Y-Z移动式。螺栓先预紧或在分装区放在联系杆上,拧紧枪直接拧紧联系杆。
按节拍不同,一把拧紧枪可以拧紧2~6颗螺栓。设备投入相对较少。
(2) X-Y-Z整体伺服式拧紧台
拧紧枪布置在前后或前中后三个拧紧台上,前期沿Y向移出滚床下方,人工摆放好螺栓,拧紧台沿Y向进入,再Z向上升,最后拧紧枪Z向上升拧紧。同平台车型如相同后悬轴距不同时,拧紧台可以沿X向滑动,如图6所示。
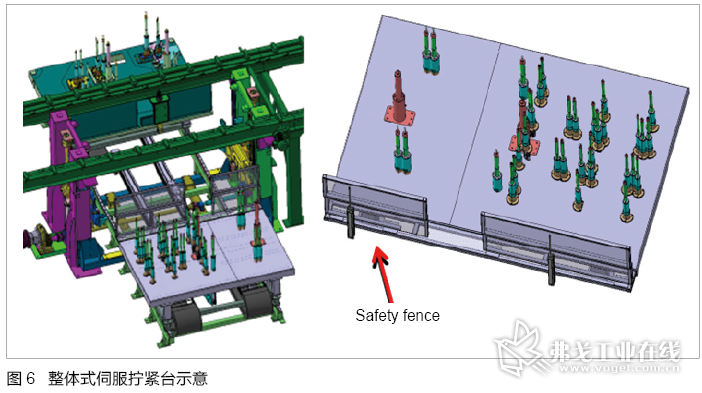
一般一颗螺栓对应一把拧紧枪,设备投资较大。对拧紧台整体加工精度要求高。
(3)机器人拧紧
有一些自动化程度较高的工厂,由机械手带动拧紧枪拧紧(图7)。如Tesla Model 3工厂,机械手拧紧后减振器与车身连接螺栓,或协作机器人拧紧。目前还受到机械手技术水平、成本和柔性化限制,多为局部使用或节拍较低的豪华品牌工厂使用。未来随着机械手行业水平提升,将会越来越广泛应用到合装线中。

结语
随着汽车技术创新推动产业的转型升级,电动化、智能化、网联化及共享化等创新趋势将带来汽车产业的全新变局。合装工艺是总装车间的核心技术枢纽,静止式合装涵盖的技术子课题多而且复杂,整体式自动合装、自动拧紧的技术难度高,进行深度研究使总装装配生产流程更加科学、高效,为平台化、模块化生产提供无限可能,对于提升企业竞争力有重要意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖