浅析柴油机气门间隙自动调整技术
气门间隙的意义
产品设计的冷态气门间隙大小,应确保在热机状态下气门能够恰好完全闭合。在装配线气门间隙调整过程中,若气门间隙超差,会带来发动机功率下降和阀系机构的异常磨损等问题。
冷态气门间隙过大时,气门打开时间短于正常时间,会导致进气不足和排气不净,从而引起功率下降;另在热机时会存在间隙,导致配气机构的零件间产生撞击声,并因此引起零部件的磨损加快而达不到产品设计的寿命周期等问题。
冷态气门间隙过小时,冷态气门间隙补偿不了相关零部件的受热膨胀量,导致气门过早开启或过晚关闭,气门会因关闭不严而导致漏气,使发动机的功率下降,另会引起气门的密封表面产生积炭或烧坏。在排气门开启过早、关闭过晚时,做功行程末端排气门过早打开而使未充分膨胀的气体被排出,或未燃尽的混合气体排到排气管中继续燃烧,使排气管有火星排出或放炮现象。而未充分膨胀的新鲜气体随废气排出,缸孔内新鲜空气减少,进一步会降低柴油机的输出功率。
气门间隙调整的方法
气门间隙调整的准则是:理想状态为气门完全关闭,挺柱落至最低位置时进行气门间隙调整。但理想状态很难完全保证,一般在气门挺柱离开凸轮的凸弧后与基圆部分相接触这一位置开始至挺柱离开凸轮的基圆段前的这个区域内进行调整。
气门间隙调整通常有手动调整、自动调整系统和产品自身的自适应调整(液压挺柱)三种方式。针对柴油机的机械挺柱,目前国内采用手动调整方式比较多,但手动调整存在效率低、一致性较差、精度较低且受人为因素影响等缺点。而设备自动调整因调试难度大、对相关零部件的一致性要求高、投资高等因素,导致在国内生产线很少应用。我公司基于对效率和质量的考虑,尝试采用了自动调整系统,效果良好。
自动调整系统
我司正在实施的合资项目柴油发动机装配线,新产品为机械挺柱,需对气门间隙进行调整。为提升效率、提高精度和保证调整结果的一致性,采用气门间隙自动调整系统:包括气门间隙自动调整设备、复检工位(复检通止塞尺)和返修工位。调整系统的平面布局如图1所示,产线从右向左流转。
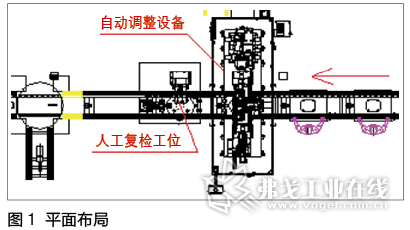
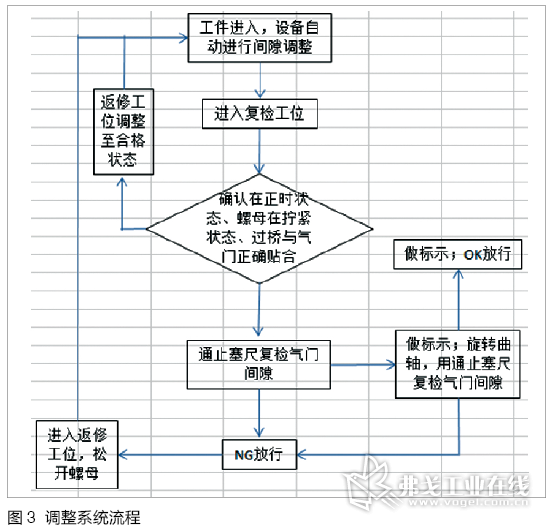
首先是1台全自动调整设备,采用机器人带两套内、外特制轴,并设置有伺服变矩机构和曲轴旋转机构,用于气门间隙的自动调整;其中内轴用于调节螺柱,外轴用于螺母旋松或拧紧,伺服变矩用于切换2套内、外轴之间的间距,实现不同位置气门间隙的调整,曲轴旋转机构用于找正时确保在合适位置进行气门间隙调整。其后设置一个人工复检工位和一个返修岔道,复检工位配有曲轴旋转机构和通止塞尺,人工借助塞尺对气门间隙进行100%的复检确认,复检时止端塞尺无法插入而通端塞尺可插入且来回抽动时有轻微的阻涩感,即可判定为合格。针对气门间隙不合格的产品且在线无法快速返修的工件,下线进行相关处理工作后,再重新上线进行调整及复检。其中气门间隙复检如图2所示,自动调整系统的主要流程如图3所示。

从上述描述可知,气门间隙自动调整设备只是自动调整系统的一个环节,它负责调整而无法检测,它是个开环控制,还需后工序的复检确认,才能形成完整且可信的闭环控制系统。而自动调整设备可解决人工调整所带来的效率低、一致性较差及精度较低等一系列问题,可以很好地保证调整结果的一致性和调整精度,是气门间隙自动调整系统成败的关键所在。
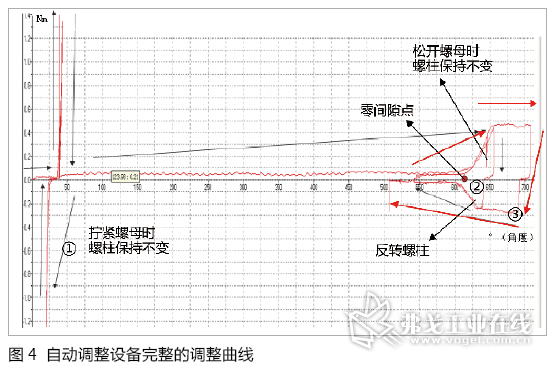
使用气门间隙自动调整设备进行气门间隙调整的曲线图如图4所示。其中横坐标为角度,纵坐标为扭矩,循环①为预调,循环②为终调,③为最后一步,保持螺柱不动,去锁紧螺母。图中横坐标上的圆点为气门间隙的零点,即刚接触时的位置。设备自动调整所涉及的数据曲线均可进行保存、查询和分析,这些数据也可用于后期的质量追溯。
结论
相较传统的手动气门间隙调整手段,气门间隙自动调整系统的优势在于高效率、高精度和调整结果的一致性,且可进行数据采集、分析和事后的质量追溯。另通过100%塞尺复检,使得该系统是一个闭环控制系统,调整结果绝对可信,从而有效保证了气门间隙的调整质量,为发动机的质量保证提供了坚实的基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖