发动机常用密封胶性能工艺验证与应用
某发动机工厂的多个系列发动机结构设计中,都使用了598系列平面密封胶用来密封缸体与钢板结合面、钢板与飞轮壳结合面及前油封座与缸体结合面。另外,也常使用567系列密封胶来密封管螺纹、螺塞等零部件。密封胶性能,如密封胶的即时密封性、密封胶的胶层附着力等,与装配工艺、装调质量有极大的关系,以下通过技术人员开展的一系列工艺验证,摸清了相关密封胶的准确性能和使用条件,对排查、梳理涂胶工艺、装配工艺问题有极大的帮助。
567系列密封胶即时密封性
1.试验目的
验证某发动机工厂在用567系列密封胶(北京天山1567密封胶、烟台博森3567密封胶)的即时密封性,是否能满足整机试漏工位的节拍(从零部件涂胶装配工位到零部件试漏工位的节拍)及工艺要求(如果密封胶的即时密封性的时间大于生产节拍,则会影响试漏结果的准确性)。
2.试验准备工作
根据JB/T7311-2008《工程机械厌氧胶、硅橡胶及预涂干膜胶应用技术规范》,技术人员严格按照技术文件要求,准备了试验密封胶、试验设备及试验仪器(表1)等试验用品,并按照要求准备了恒温恒湿实验室。
3.试验过程
技术人员首先用1755系列清洁剂清洁管螺纹密封试验工装,以除去表面油污等杂质;然后将天山1567密封胶分别涂在密封试件上,拧紧装配,每种胶制3个试件,放置固化10 min、20 min和30 min,如图1所示。
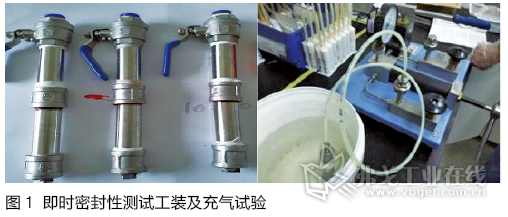
将试件依次放入水中,均匀加压至0.4 MPa(试漏充气压力),保压10 min,观察是否有气泡产生,记录结果,然后清洗试验工装,使用博森3567密封胶涂覆在试验工装上,重复试验过程,记录结果。
4.试验结果
通过对涂覆天山1567、博森3567厌氧管路螺纹密封胶的试验工装,在固化10 min、20 min和30 min三个时间段的对比测试,天山1567产品在30 min固化后能满足即时密封性能要求;而10 min及20 min固化后,密封性能不稳定;而博森3567产品在20 min和30 min固化后都能满足即时密封性能要求;而10 min固化后,密封性能不稳定。综上分析,博森3567与天山1567系列厌氧管路螺纹密封胶基本符合该发动机工厂各平台产品螺塞、管接头在装配工艺中的密封要求,可与在线整机试漏的节拍有效匹配。

硅橡胶即时密封性
1.试验目的
验证某发动机工厂用天山1598F系列硅橡胶型密封胶及博森3598硅橡胶型密封胶的即时密封性,是否能满足整机试漏工位的节拍及性能要求。
2.试验准备工作
试验依然根据JB/T7311-2008《工程机械厌氧胶、硅橡胶及预涂干膜胶应用技术规范》开展,技术人员根据需要准备了试验设备、试验仪器(表2)等试验用品,并按照要求准备了恒温恒湿实验室。

3.试验过程
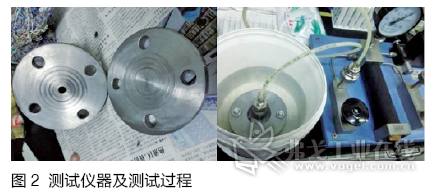
技术人员用1755系列清洗剂清洁即时密封性测试法兰,除去表面油污等杂质,然后将天山1598F分别涂在3个密封试件上,装配法兰,螺栓对角拧紧,拧紧力矩40 N·m,固化5 min(该发动机工厂使用硅橡胶工位至试漏工位最小节拍为5 min),依次将法兰与气压源相连,并将法兰置于水中,均匀加压至0.4 MPa,保压10 min,观察是否有气泡产生,记录结果。清洗试验仪器,按照该试验过程,测试博森3598硅橡胶型密封胶,记录结果,如图2所示。
4.试验结果
经过对涂覆天山1598F硅橡胶型密封胶的法兰3次5 min固化后的压力密封测试,发现其在加压0.4 MPa时均未出现泄漏。经过对博森3598硅橡胶型密封胶的法兰3次5 min固化后的压力密封测试,发现其在加压0.4 MPa时均未出现泄漏,因此可以推断,天山1598F及博森3598的即时密封性都可满足该发动机工厂生产节拍的要求。
不同厂家、不同牌号硅橡胶相溶性性能试验
1.试验目的
某发动机工厂在使用硅橡胶密封时,天山1598F和博森3598两款产品共存,这就会出现胶管里面两种胶混合的情况(生产换胶时,胶管中可能存在混胶的情况),为了验证混胶部分的密封效果及性能参数,特开展不同比例混胶工艺试验。
2.试验准备工作
试验依然根据JB/T7311-2008《工程机械厌氧胶、硅橡胶及预涂干膜胶应用技术规范》开展,技术人员根据需要准备了试验设备、试验仪器(表3)等试验用品,并按照要求准备了恒温恒湿实验室。

3.试验过程
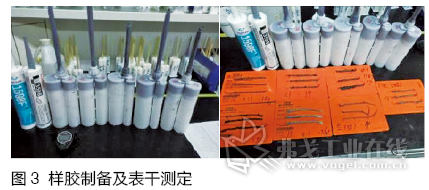
首先开展的是胶样制备工作,即将1598F硅橡胶产品以及3598硅橡胶产品分别装入
1 : 1、2 : 1和4 : 1双组分胶管的两个胶筒内,制备成1598F与3598比例分别为1 : 1、2 : 1、1 : 2、4 : 1和1 : 4的5种胶样,灌胶时要尽量保证胶筒内没有气泡,另取1598F及3598两支整胶备用。然后需要测定各种样品的表干时间,即用胶枪将胶样在调胶板上打成直径5 mm左右的圆形胶线,每个胶样打3条胶线,每条长度为100~150 mm;每隔一定时间用手指轻触胶线,直至不粘手为止,记录此时间即为表干时间(初期时间间隔根据不同胶样灵活控制,临近表干时间隔1 min),如图3所示。
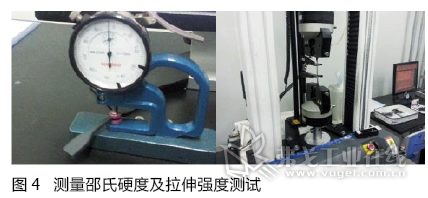
然后,根据JB/T7311-2008要求,测定关乎硅橡胶性能的拉伸强度、断裂伸长率以及硬度等参数,即用胶枪将胶样打在刮板上,刮平,标准条件下固化168 h,将胶片从刮板上取下,冲压成哑铃片形状,使用拉力机测试拉伸强度及断裂伸长率:将3片哑铃片重叠,使用A型邵氏硬度计测定加持部位的硬度(硬度在测定拉伸强度之前进行),如图4所示。
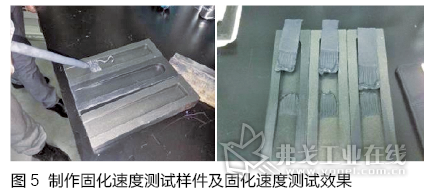
最后需要测定硅橡胶样品的固化速度,即用胶枪将胶样打在固化速度测试工装上,刮平,每个胶样刮3个试件,标准条件下固化24 h;用手从最薄处将胶层揭起,直至出现胶样粘接测试工装为止,用卡尺测定最大固化深度,如图5所示。
4.试验结果
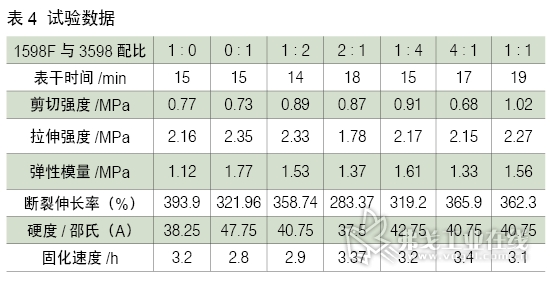
根据国家标准,对混合胶样做了7种性能测试,结果如表4所示。从试验过程及试验数据可以看出,1598F与3598单体按不同比例混合的胶样表干时间均在20 min以内,无明显差别;1598F与3598单体剪切强度差别不大,不同比例混合后稍有上升;1598F与3598单体相比拉伸强度和弹性模量稍小,但断裂伸长率偏大,不同比例混合样三项指标在两单体数值之间,拉伸强度符合≥1.2 MPa,断裂伸长率符合350%~500%的工艺要求;1598F与3598单体相比硬度明显偏小,混合后硬度在二者单体之间。总体分析各项数据,1598F与3598有一定的互溶性,对各项常规性能无明显影响,可以初步断定1598F与3598生产中存在的混用问题,对胶的性能不会生产什么负面影响。
油污对密封胶的影响
1.试验目的
在发动机的生产中,部分零件的装配需要涂润滑油,部分零部件需要涂抹防锈油来实施防锈,不可避免有些涂胶表面也会沾染油污。本试验即是要确定不同状况的油污,对密封胶综合性能及效果的验证。
2.试验准备工作
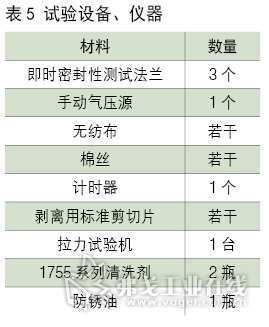
试验依然根据JB/T7311-2008《工程机械厌氧胶、硅橡胶及预涂干膜胶应用技术规范》开展,技术人员根据需要准备了试验设备、试验仪器(表5)等试验用品,并按照要求准备了恒温恒湿实验室。
3.试验过程
(1)即时密封性测试
将清洁的法兰密封面放于防锈油中5 min,取出后垂直沥干20 min,擦去底部的积油;然后使用天山1598硅橡胶型密封胶在法兰密封面上打直径4 mm的闭合胶线,装配法兰,螺栓对角拧紧,力矩40 N·m,固化15 min;将法兰与可调气压源相连,并将法兰置于水中,均匀加压至0.4 MPa,保压10 min,观察是否有气泡产生,记录结果。将清洁的法兰密封面放于防锈油中5 min,取出后垂直沥干20 min,用棉丝擦拭密封面油污,再进行气密试验,确定密封效果。第三次,将法兰密封浸油沥干后,用1755系列清洗剂清洗表面,晾干,再进行气密试验,确定密封效果,如图6所示。

再使用博森3598硅橡胶型密封胶重新按照以上步骤,分别对测试法兰做浸油处理,并分别按照重油、轻油和无油三种状态,测试压气密封效果,并记录结果。
(2)胶层附着力试验
首先准备剥离用标准剪切片若干,然后将剪切片置于防锈油中5 min,取出后垂直沥干20 min,擦去底部积油,备用,如图7所示。

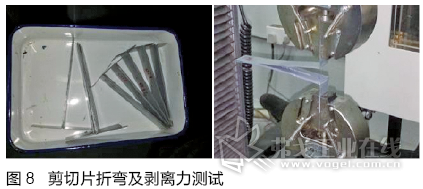
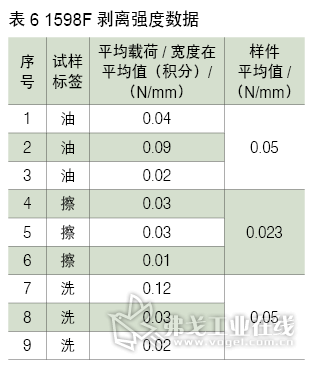
然后取8组浸油剪切片,涂天山1598F胶,胶层厚度1 mm;再取8组浸油剪切片,用棉丝擦去表面油污,涂1598F胶;再取8组浸油剪切片,用1755系列清洗剂清洗表面油污,涂1598F胶,分别置于标准条件下固化168 h。使用工具,按照标准将剪切片单侧两面折弯,再使用试验拉力机测定固化好的剪切片的剥离强度,记录结果,如图8所示。
然后使用博森3598硅橡胶型密封胶,重复上述试验,记录结果如表6和表7所示。

4.试验结论
经过对重油、轻油和无油三种工件状态下密封胶30 min固化后的压力密封测试,使用天山1598F硅橡胶型密封胶以及博森3598硅橡胶型密封胶的工件,在0.4 MPa的压力下均未出现泄漏,均能满足0.4 MPa时固化密封不泄漏的要求。
从表6可以看出,1598F的剥离强度数值都偏小,且重油、轻油和无油三种状态下,剥离强度相差无几,经技术人员对数据及样件的状态分析,出现该原因的主要问题在于胶层固化时间较短,固化深度偏小(需要给予更长时间来保证胶层的固化深度),导致剥离强度底。
从表7可以看出,重油状态下剥离强度最低,无油状态下剥离强度最大,轻油状态下剥离强度居中,从样件的状态来看,固化深度充分,胶层已基本全部固化。该现象说明了油污对硅橡胶型密封胶的附着力影响还是很大的,对密封胶的胶粘效果影响十分明显,对发动机的密封效果有一定影响。
结论
从以上工艺验证过程及试验结果可以看出:①567系列管螺纹,30 min即时密封性能够达到该发动机工厂工厂试漏工艺的要求;②589系列硅橡胶型密封胶的即时密封性也能够满足试漏工艺的要求;③不同厂家、相似性能的硅橡胶型密封胶具备一定的相溶性,即使混合使用也可以满足性能要求及工艺要求;④油污对567系列密封胶的即时密封性、对598系列密封胶的即时密封性影响不大,但对598系列硅橡胶的附着力影响较大,为了保证产品质量,建议在生产前对工件进行除油处理。
由于密封胶的性能对发动机装配质量至关重要,发动机行业的技术人员必须摸清各类密封胶的参数、性能及使用方法,并需要与生产情况深度结合、综合分析,以确定用胶是否合理、工艺流程是否合理,从而可以更加准确地选胶、制定工艺,这样才能有效地提升发动机的装调质量。
先进的生产技术固然受欢迎,但基础的研究和学习必不可少,只有把基础研究做扎实了,才能从根本上提升企业自主制造能力和水平。另随着汽车行业市场竞争的日趋激烈,用户对产品的质量、寿命和可靠性要求也越来越高,各主机厂只有把“质量就是生命,生命只有一次”的生产经营理念彻底贯彻和实施,才能在行业中立于不败之地。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖