缸体止推面加工工艺及控制方法
发动机在运行时,曲轴存在一定的轴向串量,需要靠止推片来调整曲轴的轴向间隙防止其前后串动。发动机曲轴止推片表面严重磨损后,将导致曲轴窜动、发动机运转异常、活塞拉缸和止推片温度异常上升而出现严重烧蚀或抱轴等故障。在制造过程中,缸体止推面用于安装止推片,其加工质量对止推片的安装和发动机运行的稳定性有着很大的影响,夹紧机构、定位方式等都会影响缸体止推面的加工。因此,缸体止推面的加工工艺和控制方法的选择,各发动机厂在项目前期必须给予重视。
缸体止推面加工工艺
缸体止推面的加工一般采用粗铣/精铣两道工序。粗铣止推面的作用是去除毛坯材料,保证精铣止推面的加工余量;精铣止推面的作用是满足图样要求的几何形状及形位公差,确保止推面的加工精度。在缸体制造工艺中,为避免重复定位导致的误差,这两道工序一般都在同一台设备上进行加工。
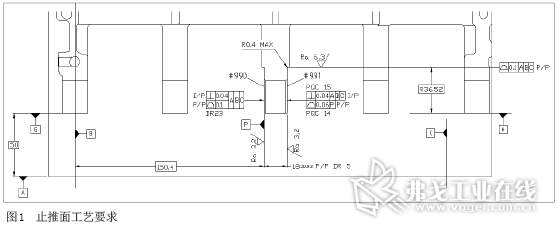
通常,止推面工艺要求中有3个重要尺寸:止推面相对于定位销孔的轮廓度;各止推面之间的宽度;止推面相对于曲轴孔中心线的垂直度。在此,以某发动机工厂生产的直列四缸发动机缸体止推面的加工为例进行介绍。如图1所示,#990和#991代表止推面的2个加工面,A代表缸体底面,B代表缸体底面定位销孔#401,C代表缸体底面定位销孔#402,G代表曲轴孔#901,H代表曲轴孔#905,G-H代表曲轴孔#901和#905的中心线。其工艺要求如下:
1.止推面#990到缸体底面定位销孔#401的距离为150.4 mm,要求止推面#990相对于A、B和C的轮廓度为0.1 mm。
2.止推面#991相对于#990的轮廓度为0.06 mm,最重要的是将止推面#990和#991之间的宽度尺寸控制在18±0.03 mm以内。
3.止推面#990和#991相对于曲轴孔中心线G-H的垂直度0.04 mm。
因为用止推面的定位方式加工曲轴孔的夹具结构较为复杂,所以该发动机工厂采用底面定位销孔#401和#402的定位方式加工曲轴孔,以至于在粗铣/精铣止推面#990和#991时,也采用底面的定位销孔#401和#402的定位方式,来保证止推面相对于曲轴孔中心线G-H的垂直度。
缸体止推面加工方案
常见的缸体止推面加工方案有三种,方案一是粗铣/精铣止推面和精镗曲轴孔都采用一面两销(缸体底面的2个定位销孔及底面)的定位方式,一般分为2个工位加工止推面和曲轴孔;方案二是粗铣/精铣止推面采用一面两销(缸体底面的2个定位销孔及底面),但精镗曲轴孔采用已加工过的止推面定位,分为2个工位加工止推面和曲轴孔;方案三是粗铣/精铣止推面和精镗曲轴孔在同一工位,定位方式采用缸体底面的2个定位销孔及底面。
1.加工方案一
首先采用缸体底面的一面两销基准粗铣/精铣止推面,所用夹具如图2所示;然后再采用缸体底面的一面两销精镗曲轴孔,所用夹具如图3所示。其优点是夹具类型基本一致,结构简单;缺点是未采用止推面的定位方式,使用两个工位分别加工止推面和曲轴孔可能导致定位误差较大,对设备的稳定性和刀具的加工性能要求较高,需要合理地采用控制方法来确保止推面的加工质量。


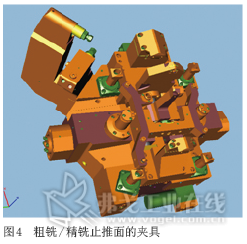
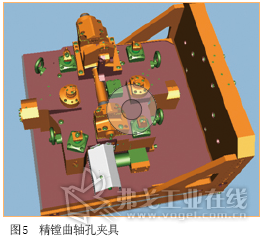
2.加工方案二
首先采用缸体底面的一面两销基准粗铣/精铣止推面,所用夹具如图4所示;然后采用已加工过的缸体止推面定位来精镗曲轴孔,所用夹具如图5所示。其优点是直接采用缸体止推面来定位加工曲轴孔,基准互换刚好满足图样要求,止推面相对于曲轴孔的垂直度的尺寸控制较好;缺点是设备结构复杂,制造成本高,维修较为不便,另外需重点关注止推面的已加工质量,特别是止推面的压伤、划痕等质量缺陷。
3.加工方案三
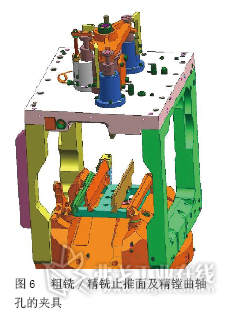
同一工位采用缸体底面的一面两销基准直接粗铣/精铣止推面和精镗曲轴孔,所用夹具如图6所示。其优点是同一个工位加工,定位方式一致,加工质量较好;缺点是不利于工艺调整及产能输出。在实际加工中,由于加工工艺和生产布局的综合考虑,止推面和曲轴孔通常不是在一个工序中加工,所以各发动机厂很少采用这种加工方案。
缸体止推面的控制方法
为避免夹紧机构、定位方式等影响缸体止推面的加工质量,针对缸体止推面采用的加工工艺及方案,应采用不同的控制方法来满足止推面的工艺要求。
1.加工方案一
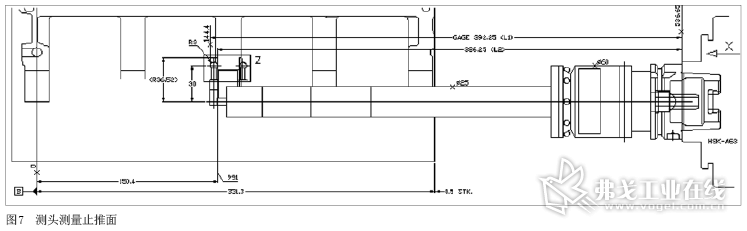
因为采用2台设备分别加工止推面和曲轴孔,所以这两台设备的夹具结构需保持一致,包括定位方式和夹紧方式。通常,采用该方案的发动机工厂都会使用测头在线对止推面的加工尺寸进行测量及监控,为了消除定位误差,使用测头对止推面之间的距离进行补偿。使用测头对缸体止推面测量和补偿的频次,一般需要考虑夹具的稳定性。例如,某发动机工厂采用1/10件的频次监控止推面的加工质量,并在加工程序中设置报警值,超过设定值才对止推面之间的距离进行补偿。
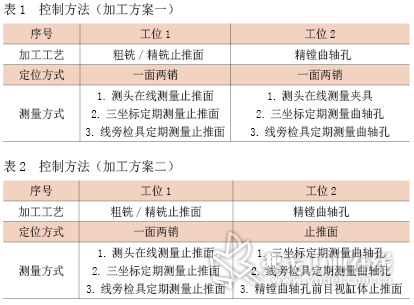
除在线使用测头测量缸体止推面外(见图7),还需使用三坐标和线旁检具对缸体止推面进行定期测量,确保缸体止推面的加工质量。最后,在精镗曲轴孔时,因为需要确保曲轴孔中心线的位置,在该工位还应使用测头对夹具进行温度补偿,并定期校核夹具位置。具体控制方法如表1所示。
2.加工方案二
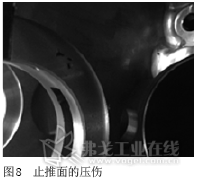
因夹具结构复杂,所以需要注意缸体止推面加工后,后工位夹具上的杂质可能存在压伤缸体止推面的风险(见图8)。压伤的止推面可能导致缸体在夹紧时发生倾斜,影响止推面相对于曲轴孔中心线的垂直度。为了避免这种情况的发生,后工位的设备都需具备冲洗功能,并在加工前对夹具进行冲洗,避免夹具上的杂质压伤缸体止推面。另外,在精镗曲轴孔前,也应定期对已加工的缸体止推面进行目视检查,并使用三坐标和线旁检具对缸体止推面定期测量,监控缸体止推面的加工质量。具体控制方法如表2所示。
3.加工方案三
因工艺布局较难实现,不适合大批量生产,一般采用三坐标和线旁检具定期测量的方式就可以满足控制要求。各发动机工厂几乎不采用该加工方案,在此不进行阐述。
结语
缸体止推面的加工质量对发动机的性能影响很大。本文介绍缸体止推面的加工工艺及控制方法,目的在于让各发动机工厂能够在项目前期通过加工工艺和选择控制方法的合理设计,减小止推面的潜在失效风险,提高止推面的加工质量,以确保产品的稳定性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖