焊接白车身CMM测量方法优化

对焊接白车身(图1)的检测,在业内的主要方法有白车身总成检具检查和CMM自动测量。由于白车身总成检具通用性差,在整车生产厂只有少量应用;CMM测量具有通用性强、测量精度高和速度快的特点,被整车厂和研发试制单位普遍使用。对焊接白车身的CMM测量大致可分三个步骤来实施,分别为建立整车坐标系、依据白车身检测项目进行CMM编程测量和测量报告的整理分析与输出,以下针对上述三个步骤阐述过程方法的优化。
建立整车坐标系
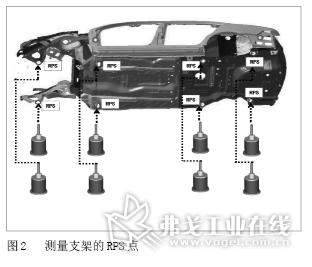
以双悬臂CMM为例,简称“双悬臂”,建立整车坐标系,目前均以白车身上的RPS(基准参考点系统)为基准建立的。建立坐标系通常有两种方法:一种是在测量平台上用简易的支架支撑起白车身,然后用双悬臂直接在白车身上测量RPS孔来建立整车坐标系;另一种是使用设计较为精密的支架,支架不仅起支撑白车身的作用,还在支架上增加定位销模拟RPS点,如图2所示。用支架定位销作为RPS参考点建立整车坐标系后,白车身放在支架上便相当于被放置在整车坐标系中。后者相对前者来说,整车坐标系稳定可靠,一次测量调整后可多次重复使用(不必每台车都反复测量调整RPS点),检测效率高,为业内流行测量方案。
使用检测支架建立整车坐标系的过程:检测支架上的多组定位销是按整车RPS点在平台上布局的。在调整定位销以前,先根据白车身在平台上的摆放情况,利用平台表面和平台上槽或孔为基准,在平台对称中心初步建立整车坐标系(用3—2—1建立并偏置即可),在此坐标系下,按对应的RPS点坐标值精调定位销。定位销的调整精度直接影响白车身的测量精度,正常情况下必须要调整到±0.1 mm以内。对应的定位销调整完毕后,整车坐标系也就在平台上建立好了。
但是上述方法对每个定位销都需要反复测量调整才能达到上述精度,因此调整需要较长时间,影响测量效率。为提高效率,适应(特别是研发试制单位)对不同车型快速测量的需求,可引入全新的“五方向柔性夹具系统”(图3),电脑自动在平台上匹配RPS点,并且通过CMM走位,自动对立柱及定位销一次精确定位,不仅大大提高了效率,而且定位销位置的精度能达到±0.05 mm以内。
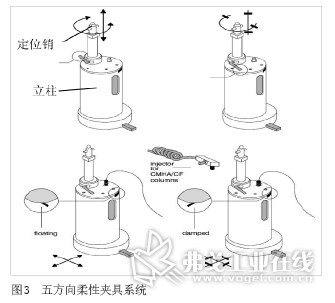
五方向柔性夹具系统的支架为气浮结构,连上气源可自由移动和升降,调整完成关闭气源便自动锁住位置。最关键的是位置定位全由电脑辅助完成,快捷准确。如图4所示为五方向柔性夹具装夹白车身效果。

CMM测量过程及程序
以PC-DMIS测量软件为例,CMM对白车身编程测量在行业内的过程基本是一致的。
首先在PC-DMIS软件中对CMM的测头进行匹配选择和校验;测头的校验角度根据检测项目宜多不宜少;测量白车身配置的测头一般都有较长的延长杆,这使测头位置偏差加大,校验测量时要适当加大“逼近”和“探测”距离,加大至5 mm较为合适,还要选择“自动+自动”的模式,这样测头在各角度校验时均先四点初定位标准球,再全方位校验,使校验能顺利完整进行。
然后针对检测项目进行编程测量。白车身的检测项目主要有硬点(定位孔及安装螺孔等)和形面点之分,都可以手动编程或数模取值编程测量。
手动编程就是在调出“自动特征”的模式下(图5),按设置的点数直接手动操作机器,把待测量元素逐个测出,元素之间可加上“避让点”(手操盒“shift”键)控制测头移动路径,避免碰撞。整个测量过程在软件中自动记录,最后形成完整的测量程序。

数模取值编程是先导入白车身数模,再调出“自动特征”的模式,设置好参数,直接在数模上取值相应的元素,创建生成元素测量程序,元素之间也要加“避让点”(Ctrl+M),最终形成完整的测量程序。
这里对上述编程有几点说明:①控制测头路径采用“避让点”较好,不宜采用测量软件中的“安全平面”及“安全空间”,因为白车身的测量多数在车身内部,“安全平面”及“安全空间”控制测头路径不易实现;②对白车身内部的安装孔等硬点的测量,手动编程更方便快捷,对白车身外部形面点的测量,更适用于自动编程在数据上选取坐标值或在“自动特征”模式下输入“坐标值”和“矢量”来编程;③按以上方法编程后,执行程序对白车身的测量首次往往也无法顺畅进行,是由于白车身不仅测量点多,且尺寸变差较大,很多时候尺寸变差超过CMM探测范围,使测量程序无法完整顺利地执行,甚至中途常发生碰针现象,严重影响测量效率和测量精度,同时也极易损坏CMM设备,这也是业内常见现象。
要改变上述不足,必须对测量程序进行深度优化,既要合理地避让走位,还要避免拖沓多余的路径,力求简洁顺畅。只有在完整顺畅执行测量程序的情况下,才能保证精度和提高效率。在这里要优化测量程序,对白车身变差较大的区域,通过更改元素的参数,如增加查找孔、相对判断测量,都可得到解决;对那些变差更大的元素,增加“读位置”参数来解决。如图6所示。
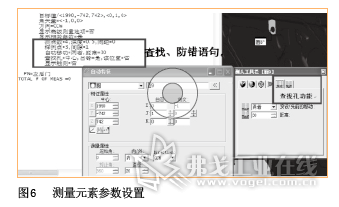
合理地增加“查找孔”“相对测量”和“读位置”等参数,使程序流畅运行。完整顺畅地执行测量程序,不仅保证了测量精度,同时测量效率也大幅提升,还能保障设备的安全。
最后执行程序测量。双悬臂测量机可左右臂分开执行,也可双臂同时执行,但双臂同时执行时,要适当增加“同步命令”(插入→移动→同步命令)或增设“公共区域”(插入→移动→公共区域),防止双臂干涉碰撞。
测量报告的整理分析与输出
对白车身CMM已测量的特征元素按要求进行尺寸评价,同时分析出白车身各区域的质量情况(如合格率等),出具测量报告。出具的测量报告要精确详实地反映出白车身各功能区域的质量情况,为白车身的工艺改进提供可靠的依据。
行业内白车身CMM测量报告的形式多种多样,以下是两种(用EXCEL编写)代表性的测量报告样式,如图7所示。
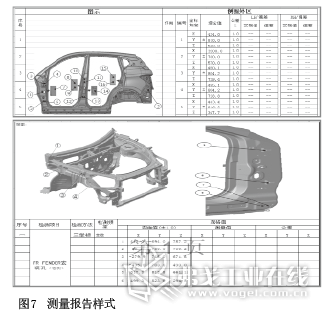
对于测量报告不同样式的设计还是较为容易的,但就报告内容而言,需要依据CMM测量内容处理大量的数据。一台白车身往往要处理2 000组左右的数据,报告达数十页之多。传统方法为人工处理分析测量数据,不仅费时费力,延长了白车身的CMM检测周期,而且增加了人为差错的可能。很多厂家为了改变这种情况,不惜重金委托CMM厂家编写能自动导出数据、自动归类和自动分析的测量报告,以缩短报告处理时间。
其实完全可用测量软件开放的功能代码自行编写程序,同样可以快速处理测量报告。增加的程序如下:
FPTR=FILE/OPEN,C:\文件名称.TXT,APPEND
FILE/WRITELINE,FPTR,"代号1"+","+元素1.X +","+元素1.Y +","+元素1.Z
FILE/WRITELINE,FPTR,"代号2"+","+元素2.X +","+元素2.Y +","+元素2.Z
FILE/WRITELINE,FPTR,"代号3"+","+元素3.X +","+元素3.Y +","+元素3.Z
FILE/CLOSE
具体测量程序的样式如图8所示。
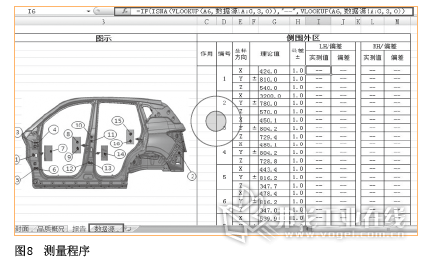
在测量程序中编写上述语句,使测量结果(实测值)逐一自动写入设定路径的“TXT”文件中,然后在已设计好样式的EXCEL测量报告中,对所有“实测值”单元格添加函数代码,使其自动搜索“数据源”表格中匹配的数据。这样在处理EXCEL测量报告时,只要在“数据源”表格中导入上面的数据文件,报告也就按要求自动瞬间生成。具体导入方法为:数据→导入文本文件(参数选择用“,”隔开)。
结语
本文阐述了焊接白车身的CMM测量方法及具体测量过程,旨在抛砖引玉——如何在测量的三个阶段中进行方法的优选或是程序的优化。通过上述的优化,使CMM测量白车身的精度和稳定性进一步提高,同时检测效率也大幅提升。综合上述方法,非常适合整车生产企业和汽车研发试制单位采用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖