某车型冲压模具无顶料机构改进
目前汽车产业的冲压模具发展很快,一些传统的手动线生产的模具,已经逐渐被自动化线模具取代。但是由于资源问题、企业成本预算等原因,还存在部分手动线模具仍在使用。手动线模具生产时,送件和取件由人工操作完成,自动化模具则是利用机器人完成。手动线生产对模具的要求更高,模具在快速生产过程中不但要保证冲压件质量,还要确保操作人员的人身安全,所以模具卸料机构对人员安全、产品质量和生产效率起到重要作用。
某车型左右B柱上部横梁op20工序生产时,操作人员取件困难、生产效率低。操作人员每次取件都要去用手扣起冲压件料边,或者借助辅助工具取件,作业强度很大。人员操作过程中容易造成手指划伤。由于该模具修边面积大,修边后板料产生塑性变形大,板料容易卡在下模型面上。由于没有顶料装置,冲压件取件困难、取件不合理导致冲压件局部变形,影响冲压件质量。目前此件目标班产330件/h,在模具无顶料器的情况下实际班产300件/h,生产效率不达标。影响该车型的产能需求。
前期原因分析
1.“人”的因素
模具下模未安装顶料机构,模具设计制造厂家在下模的型面机械加工了一个方形槽,目的是让板料的料边有深度为20 mm的悬空(见图1)。实际生产过程中,操作人员所佩带的厚手套加上手指的厚度约为20 mm,人员在取件时手指无法深入方形槽内,在取件时只能用手指扣起冲压件料边,批量生产时由于要保证产能,频繁取件会导致手套磨损,存在手指划伤的隐患(见图2)。


2.“机”的因素
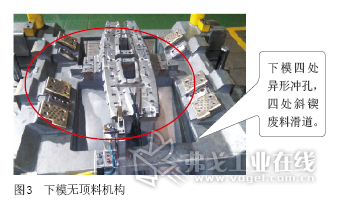
模具设计定义为手动线生产模式,此工序的冲压工序内容为斜锲修边冲孔(TR+CTR+PI),结构比较复杂,有4个吊锲修边机构,下模有4处异型冲孔,产生废料较多。由于工艺要求,下模型面需要掏空的面积较大,检查模具发现下模无顶料机构(见图3)。
3.“料”的因素
该模具冲压件板料厚度为1.5 mm,由于修边面积大。修边后板料塑性变形大,修边后板料容易卡在下模型面上,导致冲压件取出困难、表面变形。
对策制定及分析
1.方案1
将模具厂家在下模的型面机械加工的方形槽深度和宽度增加10 mm,便于操作人员取件。该方案的优点是人员取件时手可以深入方形槽,减小了取件难度,避免了手指划伤的隐患。缺点是由于模具下模工作型面结构紧凑,方形槽的位置与下模的斜锲修边刀口、冲孔刀口距离很近,如果下模方形槽面积扩大,将影响刀口的强度,会造成刀口蹦刃。
2.方案2
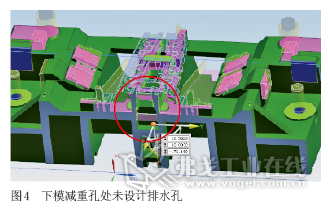
在下模安装顶料机构,通过气缸行程控制冲压件顶起、落下,方便取件。通过3D模具图检查发现模具下模中心处只有一条加强筋,顶料气缸无安装的空间。下模减重孔处未设计排水孔,顶料装置气管也无法布置(见图4)。
3.方案3
在下模型面非工作面安装卸料弹顶销,优点是可利用弹顶销受压后伸缩使板料顶起,缺点是弹顶销安装后,由于弹顶销安装后高于型面,会导致前序冲压拉延件与此序型面不贴合。由于此序有多处冲孔修边,容易造成上料不到位、修边和冲孔错位,导致冲压件报废的风险。所以此方案也被否决了。
4.方案4
考虑将此模具安装在自动化压力机生产线上,优点是可利用自动化机器人抓手取件,缺点是由于模具闭合高度不够,需要增加一个垫板,而且需要在下模安装自动化感应器,改造成本高。此序模具的废料较多,设计时未按照自动化模具设计,如在自动化生产废料不容易下滑,会导致废料滑道堵塞。
5.方案5
改进模具定位挡板:模具的取件方向有一个定位挡板。定位挡板是固定在下模型面前端,作用是用于前序冲压件定位。防止冲压件上料不到位。经过现场分析后我们决定对定位挡板实施改进,利用顶料机构原理,将定位挡板设计成可以升降的装置,即可以定位也可以起到顶料的作用:
(1)对定位挡板的定位面进行改进,先将下模挡板处型面掏空,再将挡板工作面进行改造,改成“L”形并嵌入下模型面内(见图5),确保嵌入部分与型面形状平行,通过与前序冲压件进行研配和调试,确认嵌入部分与板料无干涉,避免生产时冲压件产生变形和压痕。

(2)在下面型面加强筋处安装一个顶料气缸,将定位挡板安装在气缸上(见图6)。利用气缸往复杆顶起、落下来控制板件的取件和送件。通过调试验证,生产节拍从12 s/件提升到10 s/件。

(3)为了确保定位挡板的顶起的稳定性和垂直度,在定位挡板面安装2个导向销,避免定位挡板落下时与模具型面干涉。
(4)为控制顶料装置在顶起到最高点产生晃动,在定位挡板上安装一个定位螺钉并与气缸螺纹连接,起到平衡定位挡板的作用(见图7所示)。

结语
本文通过对模具结构的优化和改进,规避了人员划伤的风险,提升了生产稳定性和生产效率。针对手动线生产的模具,维修人员在日常工作中,应明确以人为本的维修理念。如果避免人员受到伤害是后期工作改进的目标,要提前发现问题为公司后期模具设计和验收提供新的“情报”,杜绝此类问题带入生产阶段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖