汽车冲压件热成形开发解析
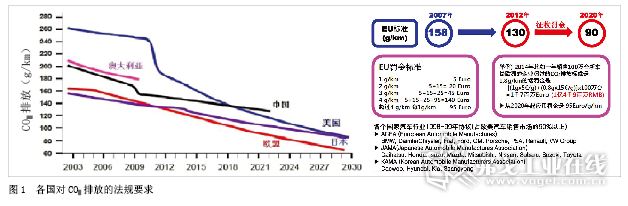
随着各国法规对节能减排的要求日益严格,特别是对CO2排放惩罚性法规(见图1)的实施,轻量化成为节能减排的战略核心,亦是各主机厂的核心竞争力。为适应这种发展趋势,汽车制造中铝合金、镁合金、塑料及复合材料等得到广泛应用,钢铁业也开发了多种类型高强度钢,以其高减重潜力、高碰撞吸收能力、高抗疲劳强度、高成形性及低平面各向异性等优势,成为汽车工业轻量化的主要材料。高强度钢的应用不仅能减轻车身质量实现节能减排,同时还能提高汽车的安全性能。为兼顾轻量化与碰撞安全性及高强度下冲压件回弹与模具磨损等问题,高强钢易塑形的热成形冲压技术受到大众、沃尔沃、通用、宝马和奔驰等欧美汽车品牌的青睐,自主品牌汽车也已广泛应用。
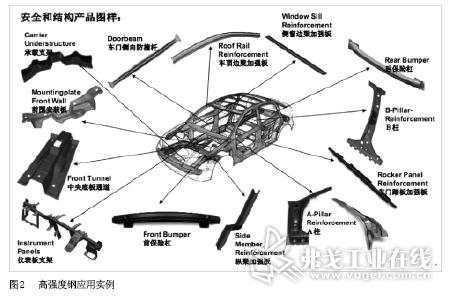
目前达到E-NCAP碰撞5星级水平的乘用车型,其A/B/C柱、保险杠和防撞梁等大多为抗拉强度1 500 MPa、屈服强度高于1 000 MPa的高强度钢。含硼高强度钢板可以充分回收利用,有利于降低环境污染,高强度钢在汽车车身上的应用如图2所示。
热冲压成形工艺优势
热冲压工艺可成形强度高达1 500 MPa的零件,可组焊成高强度驾乘单元,承受6 t以上的静压而不损坏。热成形技术的主要优势包括:通过减小壁厚或截面尺寸来减轻零件重量(达18%~35%),从而实现轻量化,节约材料消耗;高温下,材料塑性、成形性好,能一次成形复杂的冲压件;冷冲压中需要多套模具多次成形的冲压件可用热成形工艺一次成形;可以减少模具数量和成形工序,成形件也可以设计得更复杂;高温下成形能获得更好的延展性,拥有卓越的防碰撞性能。
热冲压成形工艺原理及流程
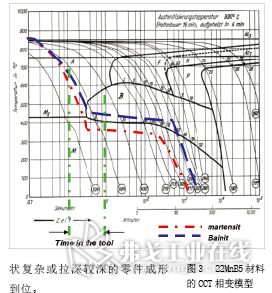
首先把常温下强度为400~600 MPa的高强度硼合金钢板加热到880~950 ℃,使之均匀奥氏体化,然后送入内部带有冷却系统的模具内冲压成形,之后保压快速冷却淬火,使奥氏体转变成马氏体,成形件因而得到强化硬化,强度大幅度提高。举例来说,产品经过模具内的冷却淬火,冲压件强度可以达到1 500 MPa,强度提高了250%以上,再随室温冷却,由修冲模/激光切割机进行切边、冲孔。如果采用裸板,则需进行喷丸处理,除去零件表面氧化皮。最后,将得到抗拉强度在1 500 MPa的热成形零件。该项易塑形的热成形冲压技术又被称为“冲压硬化”技术,如图3所示。
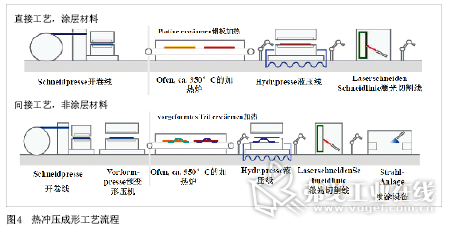
实际生产中,热冲压工艺又分为两种:直接工艺(920 ℃→奥氏体→热成形→淬火);间接工艺(室温预成形→920 ℃→奥氏体→热成形→淬火),如图4所示。直接工艺是下料后,直接把钢板加热然后冲压成形,主要用于形状比较简单变形程度不大的工件。对于一些形状复杂的或者拉深深度较大的工件,则需要采用间接工艺,先把下好料的钢板预变形,然后再加热实施热冲压,以保证形状复杂或拉深较深的零件成形到位。
热冲压成形工艺分析
首先,需要确定是采用直接成形工艺还是间接成形工艺,然后分析除包括冷冲压成形基本工步外,热冲压成形特有的4个工步。
1. 加热
把材料从室温加热到奥氏体化,或者把预成形后的零件加热到消除所有累计的塑性应变和应力(软件会按预设温度加热)。
2. 热等待
设置材料从电炉输送到压机的时间,不涉及工具运动和板料变形,仅考虑热传递。
3. 淬火
淬火时间要足够长,使得所有元素能降温到200 ℃以下,在这个过程中尽管没有工具运动,但淬火过程中的热交换还是会导致热应变和一些额外的塑性应变,如变薄等。
4. 冷却
冷却工步用来使零件达到室温,只涉及热计算而没有力学方面的计算。
相比于冷冲压成形,热冲压成形有很多不同的地方,如:压边圈未完全闭合,防止板料快速冷却,出现淬火,可加较小力以保证料片温度;不设置拉延筋;热成形过程完成所有零件特征,后续置进行修冲工序。
目前,主要从成形性、变薄率和应力应变分布几个方面对热成形进行成形性评价;通过温度场分布、冷却速率和热通量,评估模拟结果是否合理;采用相变分布,判定零件是否满足对应相变结构要求,而产品性能则通过抗拉强度和硬度评价。零件CAE模拟,若出现起皱风险,须采用活料芯结构,即单独镶块可由导板导向,氮气缸提供动力产生相对运动,提前局部压料。也有局部压边结构防止起皱,压边镶块下死点上下间隙在一个料厚与两个料厚之间。
热成形模具温度及应力在淬火阶段变化最剧烈,能有效代表模具在热成形过程中温度和应力的变化情况。图5、图6分别为第10个热成形循环中淬火阶段模具温度云图和应力云图。
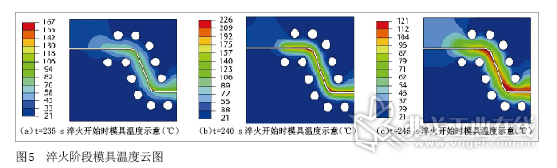
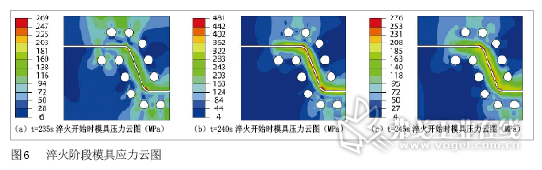
由图6可知,淬火过程中高温区主要分布在模具型面,凹凸模圆角出现温度集中。这是由于凹凸模圆角最先接触板料且接触时间最长,受限于模具冷却能力,热量堆积造成模具圆角温度集中。对比于淬火阶段模具应力云图发现,模具应力集中与温度集中区域均出现在模具圆角。由于模具温度集中产生热应力,热应力在模具应力中所占比重较大,造成凹凸模圆角应力集中。此外,模具应力由不均匀分布到沿模具型面分布。因为淬火时需对模具施以很大的保压压力,机械应力的引入造成淬火初期模具应力分布不均匀。随着淬火的进行,热应力随温度变化而变化,而机械应力为常量,温差产生的热应力逐渐起主导作用,热应力的参与改变了模具应力分布状态。
另外,零件经过落料、模具成型、激光切边冲孔便可完成,个别不需要激光切割的零件须落料保证精度,模具成形需做好补偿,相比激光切边的零件模具加定位销定位以保证精度,相应机器人抓手传感器工艺需调整精准。
热成形模具设计
热冲压工艺为将板材加热到920 ℃左右高温再冲压的工艺过程,零件一般为强度要求较高的零件,如B柱、门槛等。模具冲压过程中零件处于高温状态(920 ℃),所需吨位较冷冲压大幅降低(一般为800 T压机),故模具设计时多采用一模多件的形式提高生产效率。
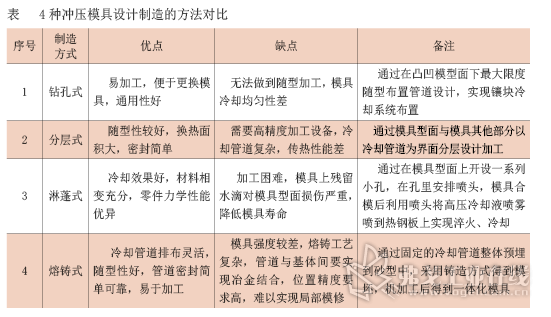
热冲压模具设计核心为模具型面冷却回路设计。既要保证冷却效果又不缺失强度,还要充分考虑可加工性。在进行热成形模具结构设计时,主要考虑因素包括:镶块冷却系统布置、模具强度和模具密封性等。其中,最关键的是镶块冷却系统的布置,它能保证热成形制件成形后具备一定的冷却速率。目前,热冲压模具的设计制造方法主要有4种,即钻孔式、分层式、淋蓬式及熔铸式,各方法的优缺点如表所示。
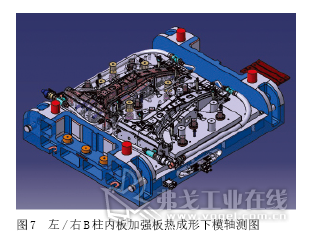
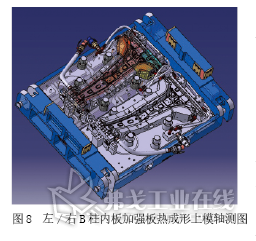
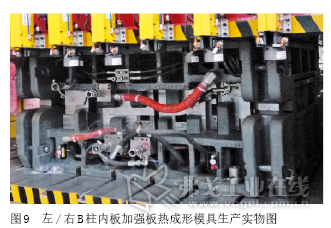
我司设计开发的热成形模具大部分采用钻孔式或分层式制造模具冷却流道。图7、图8和图9所示为左/右B柱内板加强板热成形模具结构图样及实物图,其冷却系统采用钻孔式制造方式。镶块水路因为需要尽量靠近型面,需要多角度钻孔,故加工须五轴铣面钻孔设备(精度要求高,大部分回路是相对不同角度钻孔对接而成);顶料装置动力采用液压缸,顶料接触头有圆柱头形式,也有随型镶块形式。
具体来说,型面镶块采用热性能较好的材料:热作模具钢(H13),镶块整体热处理,不需局部强化处理,设变无法烧焊,须重做镶块;模座采用铸铁;45号钢板,连接模座与镶块,另贯通部分水流回路;定位架:起到定位托料作用,托料挡块与料接触10 mm以上。由于高温状态下料非常软,故合理多设置几个,或预留空间,供调试看情况添加;镶块:一般采用健定位,因为镶块须定期清理料片氧化皮渣隙和检查水回路漏液情况,而销定位拆装不便。批量生产时,模具吸收料片热量再经冷却水循环,维持动态平衡后可正常生产。一般模具温度维持在70 ℃左右。每次生产前5件由于模具温度不够,零件质量达不到要求,需要报废。
热成形生产设备
热成形生产设备还包括:板料上料站及高温电加热炉;高速上料机械手及压力机(带冷却系统);下料输送带;激光切割及喷丸设备。
热成形产品测试及质量控制
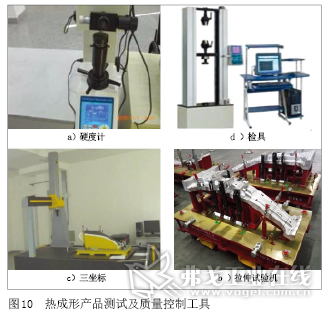
热成形零件检验设备包括机械性能试验机、金相显微镜和硬度计等,工装包括模具、检具、卡具和端拾器等,具体如图10所示。其零件产品测试包括:
1. 基本性能
金相分析,淬火后应得到100%马氏体组织并满足一定要求;成形后产品应进行力学性能分析:成形及喷丸等表面处理后尺寸精度应该满足图纸要求;喷丸表面处理后应满足焊接、涂装等要求。
2. 零部件的台架试验
3. 实车试验,实车耐久、碰撞等分析,跟踪路试。
结语
本文通过对汽车冲压件热成形开发浅析,讲解了热成形冲压件在工艺原理、工艺流程、模具设计及制造生产上的设计要点,指出了冲压件热成形开发过程中应注意的事项。实际生产表明,热成形冲压工艺方案可有效兼顾轻量化与碰撞安全性及高强度下冲压件回弹与模具磨损等问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖