汽车发动机盖外板冲裁带料的改进方案
汽车车身外形是由许多轮廓尺寸较大且具有空间曲面形状的覆盖件焊接而成的,因此对覆盖件的尺寸精度和表面质量有很高的要求。发动机盖外板是最为重要的外观表面件,好比汽车的一张“脸”,表面质量要求更高。覆盖件与一般冲压件的区别为覆盖件材料薄、形状复杂(多为立体曲面)、结构尺寸大以及尺寸精度高,因此在冲压工艺编制、冲模设计以及冲模制造工艺方面都有一些特殊的要求,冲压设计中常把其作为一种特殊类型进行研究。开发一套冲压发动机盖外板模具共需要四个步骤,通常设计工序内容为:op10拉延模具;op20斜锲修边、冲孔模具;op30斜锲翻边模具;op40翻边、修边模。本文主要阐述op20斜锲修边时,由于修边冲裁间隙不合理,导致修边后局部料边带料(图1),使冲压件不合格的情况。

问题描述
发动机盖外板在op20工序生产时,制件前端冲裁带料。在线生产需要100%返工,影响生产效率。由于汽车发动机盖外板造型独特,对模具工作精度要求很高,op20工序模具冲裁带料问题也是模具开发以及行业设计的通病,造成后续生产出现的主要问题有:①发动机盖外板冲压件检具符合率不达标;②带料产生废铁屑,随工件带到后续生产,导致单件表面出现坑包;③焊装车间压合发动机盖总成件时产生表面压痕;④冲压后续生产及焊装压合生产时存在人员划伤手指的安全隐患。
原因分析
我公司技术人员对op20工序模具的结构进行了分析,发现了以下几点问题。
1.凸模的修边刃口及吊锲修边刀块刃口垂直度不足
吊锲修边刀块刃口垂直度不足会导致刀块吃入深度过深,影响修边过程(修边形式可分为垂直修边、水平修边和倾斜修边三种,如图2所示)。
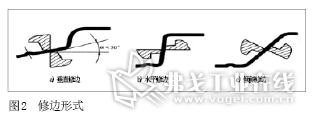
本文讲述的修边为倾斜修边,修边间隙通常为料厚的10%,发动机盖外板料厚为0.8 mm,间隙应为0.08 mm,检查模具发现以下几点问题:
(1)凹模修边刀块垂直度不足且有倒锥现象(图3),凸模刀块刃口存在负角,导致局部间隙过紧,造成修边产生毛刺、带料。

(2)刀块的吃入深度标准为积料不超过3片,刃口吃入量3~5 mm。检查发现此模具刃口吃入量为6 mm。
2.压料面的压料间隙不均匀,op10模具拉延后的冲压件与op20模具型面贴合度不足
此问题的解决措施为制定在线调试计划,将op10模具拉延件正、反面均匀涂红丹(模具维修专用材料)。试冲工件发现op20工序模具压料面着色不均匀、带料处凸模型面的红丹着色率低,初步判定压料面间隙不合理,造成压料不实。检查发现凸模型面的着色率不均匀,有数个废料刀块存在高点,并与op10模具工序件干涉,造成了op10拉延冲压件与op20型面贴合度不足。
3.压料板平衡块、内导向间隙不足
操作时将模具打开,压料板吊出。斜锲机构吊出后将导向板、平衡块涂红丹,检测压料板内导向间隙(红丹着色80%以上为合理间隙)、压料板平衡块间隙。由于此模具已生产30万冲次,导向滑动面拉毛较严重,导板及滑动面有明显的拉伤,影响导向精度,4个平衡块有1个平衡块红丹着色率低于80%。
改善措施
1.结合模具制造工艺和生产情况,对模具的结构分析及导向精度进行调整
检查各导向间隙是否合理(单边0.03~0.05 mm),对间隙不合理的导向部位加垫片,需要注意的是不得多于1片,且必须有螺栓固定(垫片必须采用锡钢片)。对磨损量过大的导向零件(导板、导柱及导套)更换新的备件。对压料处的平衡块进行间隙调整,磨损量大的平衡块需更换。确保压料面压料平整,板料受力均匀,满足op20修边工艺需求。
2.凸凹模修边刃口间隙调整、修边工艺改进
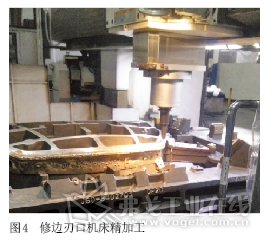
(1)由于op20工序模具一直存在冲裁带料情况,并且凸、凹模的修边刃口已维修多次,由于人工焊接、修模研配刃口存在较大的误差,导致每次维修后需要重新寻找一次基准。因此,将凸模带料处刃口全部补焊,再依据产品3D数模的尺寸,上数控铣床进行精加工(图4)。以凸模刃口为基准,人工研配凹模修边刃口垂直度,最后在压力机上研配修边间隙以解决问题。
(2)将修边刃口吃入量调整到3~5 mm,并确保修边废料不堆积。在下模废料滑道处增加废料滑杆,避免修边废料堆积造成刃口磨损。
3.对制件压合间隙进行维护
对冲裁带料处的凹模压料板型面进行补焊,留余量在数控铣床上依据产品数模尺寸加工压料面。由于此款车型发动机盖外板前端表面设计有R角,R角处修模无法数控完成,所以需要依据下模型面为基准,通过人工对R角进行精密研配(图5),最后用油石推顺。确保凸凹模压料间隙均匀。

结语
本文通过对模具工作零件、导向零件结构的优化和改进,经过调试和验证,稳定了模具的作业过程,彻底解决了修边带料的问题。同时也提升了生产效率及模具的使用性能,提高了模具的使用寿命,节约了维修成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖