江铃自主焊接机器人系统集成的实践探索
随着人力资源成本的不断上涨,越来越多的汽车厂规划使用大量的机器人来降低员工劳动强度,提高整车质量以及生产效率。但是自动化系统集成商往往报价较高,而且实施过程相对封闭,因此项目投产后,汽车厂的维护人员对设备的选择以及使用维护缺乏经验,无法及时自主解决问题。
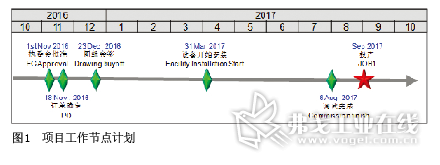
目前汽车整车厂基本上都是利用专业的系统集成商实施自动化系统改造工作,江铃鉴于以往的焊接机器人维护使用过程中遇到的问题,决心尝试自主完成焊接机器人系统集成的工作,以锻炼工作团队,培养专业工程师。江铃制定了小组的工作计划,如图1所示。
项目背景和计划改善的现状与目标
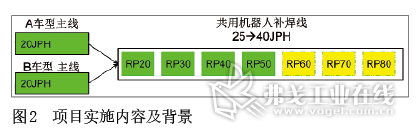
江铃工厂规划的PK&SUV线,一期实施了生产节拍20 JPH的A车型全生产线,二期增加了20 JPH的B车型主线,其中共用机器人的补焊线生产节拍只有25 JPH,需要提升到40 JPH。经测算,至少需要增加两个工位(图2中黄色区域),主要工作内容在RP60/70两个工位增加机器人。通过工艺平衡分析,调整前序的焊接工作到新增工位,以平衡整个机器人补焊线6个工位的工作均衡,达到平均40 JPH的产能。公司内部进行多次论证,认为补焊线增加机器人工位的技术难度可控,决定由公司内部团队自主集成,锻炼团队的新技术力量。
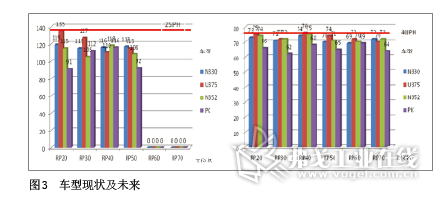
按车身结构分类,共用补焊线的车型有四种类型,根据每个车型需要的焊点数,制定了每种车型的现状和未来图(图3)。
项目实施过程以及难点
项目实施过程主要分为四个步骤,仿真设计、设备采购、编程安装和调试运行。
根据实施步骤,我公司制定了详细的计划和工作分工,如表所示。安排关键的仿真技术团队参加两周外部培训,并着手收集工位需要的数模信息。
1.仿真设计阶段
项目初期,仿真团队利用西门子的PDPS软件制订了很多方案,包括选择机器人臂展负载、焊枪和机器人底座等。仿真设计阶段持续了两个月,期间经过反复多次分配焊点,验证工艺可行性及节拍要求,满足40 JPH的方案,并经过多轮内部评审,认定方案可行。此阶段是整个项目的关键性工程,决定了后续工作量及未来使用的稳定性,主要把握如下三个原则:①尽量不换枪,在保证高节拍情况下,机器人的工作效率有很重要的意义;②车身上相近位置的焊点尽量使用一个机器人和一把焊枪焊接,减少不必要的中间过渡点,缩小干涉区范围;③改造项目仿真前需要软件与现场严格一致,避免不必要的麻烦。此项目的一个小失误在于RP40R2/L2两台机器人现场安装小C枪位置时与仿真资料相反,没有经过严格论证,造成现场分配的焊点焊接不到,重新分配焊点后,虽然可以达到节拍要求,但是造成了RP40工位焊接其中一个车型时需要换枪的结果。
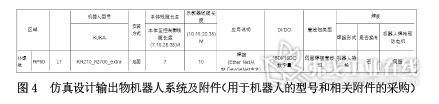
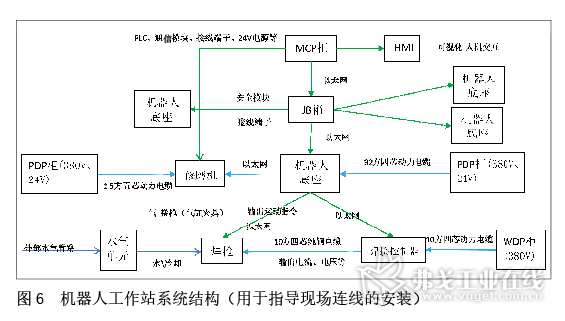
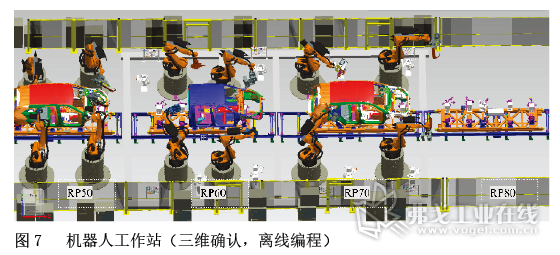
电气团队根据工艺要求,设计了整个补焊线的电气架构和接口控制部件,机械部分相对简单,可在原有的工位台车上进行焊接。经过团队的不懈努力,得到以下仿真设计及电气设计的输出,如图4、图5、图6和图7所示。

2.采购阶段
(1)机器人
机器人型号为KR210R2700机器人,其采购周期约为三个月左右。
(2)控制系统
控制系统为AB的PLC,其采购周期约为三个月,需要提前做好准备。机器人底座凸缘盘等需要提前两个月制作,在制作的过程中注意连接处要与机器人及焊枪的尺寸保持一致,同时要验收制作的产品与设计是否一致。
(3)修磨机
在设计之初,根据生产线的节拍决定是否使用带换帽功能的修磨机,同时要根据工艺仿真考虑是否需要较短的电极帽(正常尺寸为16 mm×23 mm),根据电极帽选择修磨机的尺寸及品牌,需要和品牌供应商沟通该品牌的修磨机能够将帽更换,同时换帽方式是否是机器人转动还是修磨机本身旋转电极帽。
3.安装阶段
机器人底座的安装是安装阶段的关键点,需要在定位面上选取与车身相对静止的基准点,并以此为基准测量出每个机器人的安装位置。同时,安装精度保证在20 mm以内,安装完成后需要测量底座水平程度,然后再进行机器人的安装和固定。安装焊枪时需要在仿真软件里截出机器人状态都为零度的图片,并将机器人调到此状态。图片上焊枪的朝向即为安装位置,安装完成之后将所有紧固的地方划线。修模机的安装依据的原则是在机器人五个轴位置不达到极限的前提下,尽量靠边上放置,同时不应与相邻机器人的工作轨迹发生干涉(如果干涉需要做干涉区)。
4.调试运行阶段
首先按照厂家要求的流程来配置机器人,特别注意的是TCP坐标的配置,X方向是进枪方向,Y方向是焊枪移动位置,Z方向是动电极指向方向。机器人轨迹制作时坐标要选取统一的坐标系,同时PTP与SPTP指令不能同时出现在同一条机器人轨迹里。轨迹命名要注明车型焊枪节拍等内容,以便识别。机器人参数需要严格按照江铃机器人参数标准来设置,每个焊点程序不能随意更改参数,只能更改参数号。轨迹调试完成之后需要对焊接质量进行三次以上的焊点质量确认工作,检查项包括是否漏焊、焊接质量是否合格等。经过多次质检最终工艺签发之后启用,并开始2轮16 h不间断地长时间试运行,直到过程稳定后才正式开始用于生产。
结论
通过这次实践,江铃认为自主机器人系统集成可以节约工厂投资,培养与锻炼员工的自主意识和技能,对于相对简单的自动化系统并且时间周期要求不紧急的情况,该实践方法是工厂比较理想的选择,对工厂的成本控制和后期维护使用带来很大的益处。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖