铝合金电池包下壳体连接工艺研究
电池包作为电动汽车开发中十分重要的一个环节,日益受到重视,趋同的技术和生产水平与日益饱和的市场使人们更加关注电池包的寿命。目前,为响应国家对于新能源车各项政策,电池包下壳体材料多选用密度较小的铝合金。本文针对电池包铝合金下壳体比较成熟的连接工艺,包括MIG焊、冷金属过渡焊(CMT)、搅拌摩擦焊(FSW)和激光焊进行简单介绍以及对比分析,并且介绍电池包铝合金下壳体两种常见的焊接装配顺序。
铝合金下壳体主要连接方式
1.MIG焊
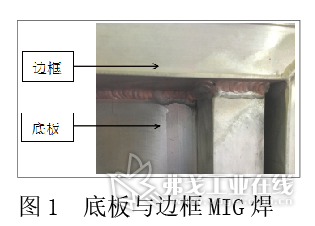
MIG焊具有操作灵活、简单、成本低及对油污和锈迹的敏感性差等特点,被国内各汽车公司广泛应用,也有一些主机厂用其进行电池包下壳体侧边框之间的连接以及底板与侧边框的连接,如图1所示。虽然MIG焊在技术和设备方面已日趋完善,但焊缝成形粗糙、飞溅较大,严重影响焊接质量,进而影响电池包装配精度,而且易产生焊渣,污染环境且焊接后需要打磨,工序繁琐,增加生产节拍。所以MIG焊并不是焊接下壳体侧边框、底板与侧边框最好的连接方式。随着汽车车身轻量化的发展,汽车产品向“更轻、更安全、低成本、高性能”方向发展,也需要MIG焊接技术向“精量化焊接制造”的方向发展,才能进一步推动在汽车行业中的应用,更好地在未来汽车行业得到广泛使用。
2.CMT技术
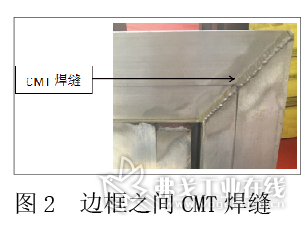
CMT技术,即冷金属过渡焊,是在短路过渡基础上开发的新技术,大幅降低了焊接过程中的热输入量,没有汽化爆断过程,对焊缝无压力冲击,不易出现焊接烧穿现象,消除了飞溅产生的因素,可精确控制输入量,具有高重复焊接质量精度、焊接速度高和间隙容忍性好的特点。比亚迪多款车型采用CMT技术实现电池包下壳体侧边框之间的连接,以及底板与侧边框的连接,提高了工作效率。图2为铝合金下壳体边框侧横梁与后端横梁之间的CMT焊缝。
3.搅拌摩擦焊
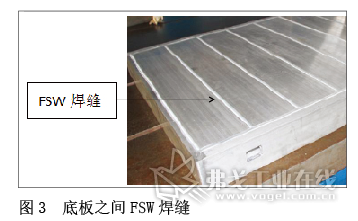
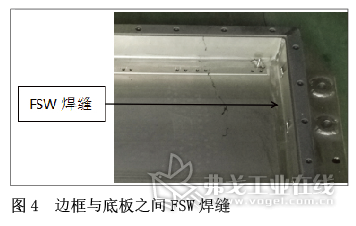
搅拌摩擦焊接(FSW)是由英国剑桥焊接研究所(TWI)于1991年发明的一种固相连接方法,由于该方法在汽车及航空工业中拥有较为重要的地位,FSW现已经成为一项很重要的焊接技术。FSW是利用特殊形状的搅拌头,旋转着插入被焊零件,然后沿着被焊零件的待焊界面向前移动,通过对材料的搅拌、摩擦,使待焊材料加热至热塑性状态,在搅拌头高速旋转的带动下,处于塑性状态的材料环绕搅拌头由前向后转移,同时结合搅拌头对焊缝金属的挤压,在热—机联合作用下,材料扩散连接形成致密的金属间固相连接。由于FSW焊接接头不存在裂纹、夹渣和气孔等缺陷,拥有焊接变形小、焊接强度高及焊缝密封性好等特点,被广泛应用在电池包下壳体的焊接中。图3为底板之间FSW焊缝,图4为边框与底板之间FSW焊缝。
4.激光焊接
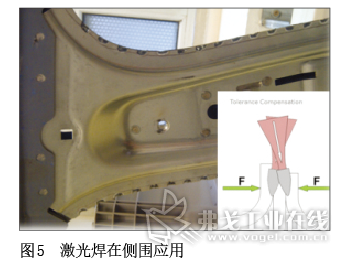
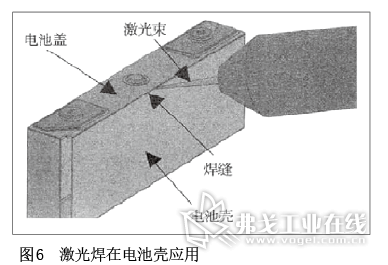
随着激光技术的成熟、设备成本的下降和生产效率的提高,激光焊接在车身制造中被广泛应用,主要被用于汽车车门、前后盖、顶盖和侧围外板、流水槽和侧围外板等零部件的连接。德国大众采用激光焊接实现尾灯安装板与侧围外板的连接,焊后钣金变形小,焊缝成形美观,质量稳定,很好地保证了尾灯安装板与灯具的安装精度,并且大大提高了工作效率。图5为激光焊在侧围中的应用,图6为激光焊在电池壳的应用。车身设计中,减重、降本和性能提升是最重要的三个目标,然而激光焊接不仅设备成本高,而且对于待焊白车身钣金件之间的装配精度具有较高要求,因此,在电池包下壳体侧边框之间的连接,以及底板与侧边框的连接中并没有得到特别广泛的应用。
5.各种连接方式对比
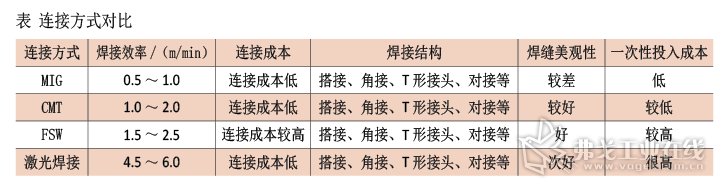
从焊接效率、连接成本、对焊接结构要求、焊缝美观性以及一次性投入成本等方面,对上述各种连接方式进行对比,如表所示。实际生产过程中对连接方式的选择要综合考虑多个因素。
铝合金下壳体焊接装配顺序
1.下壳体主要结构形式
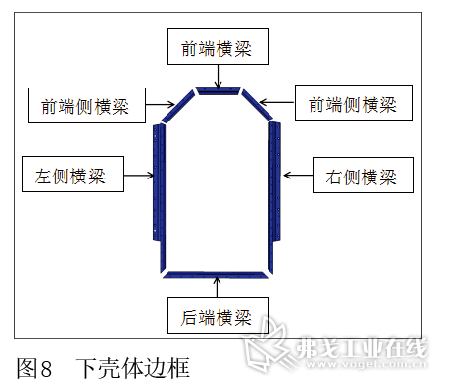
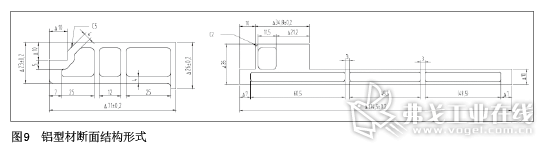
主流铝合金下壳体是由底板和边框组成的,底板由2~4块铝合金型材采用搅拌摩擦焊拼接而成,边框分为左侧横梁、右侧横梁、前端横梁和后端横梁等,所有横梁均为铝合金型材,各个横梁之间采用MIG焊、TIG焊以及CMT等方法焊接为边框,如图7和图8所示。其中铝合金型材的断面结构形式,要结合CAE仿真分析和铝型材成形能力等进行设计,并且受连接方式影响。常见的铝合金型材断面结构形式如图9所示。
2.下壳体焊接装配形式
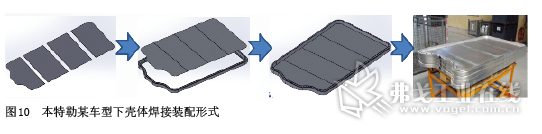
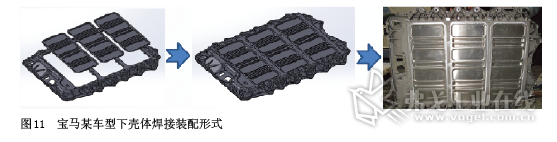
铝合金下壳体常见焊接装配形式分为两种,其中一种形式通常为开始采用搅拌摩擦焊拼接底板,同时各个横梁采用MIG焊、TIG焊以及CMT等方法焊接为整体边框,最后底板和边框采用搅拌摩擦焊进行双面焊接。图10和图11分别为本特勒和宝马某款车型电池包下壳体焊接装配形式。由于此种焊接装配方式中,底板拼焊工序和横梁焊接为整体边框工序,可以在两个工位分别同时进行,大大节约生产节拍,提高生产效率,因此在电池包下壳体生产中得到广泛应用。
另一种形式为开始采用搅拌摩擦焊正反两面将底板拼焊,然后将各个横梁采用搅拌摩擦焊进行双面焊接,分别焊接在底板上,最后采用MIG焊、TIG焊或者CMT等方法进行各个横梁之间的焊接。此种焊接装配形式可以减少边框的焊接变形,保证边框各个横梁上安装孔的装配精度,因此对于安装孔精度要求高的电池包,需要采用此方式进行电池包下壳体的焊接。
结论
综上所述,本文介绍了电池包铝合金下壳体主要连接方式,从焊接效率、连接成本、焊接结构要求、焊缝美观性以及一次性投入成本等方面对电池包下壳体主要连接方式进行对比,为现场连接方式的选择提供参考。本文还介绍了两种主流电池包铝合金下壳体焊接装配形式,通过对两种焊接装配形式对比分析,为实际生产过程中遇到的连接困难问题以及焊接装配形式提供了解决方案。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖