涂装内腔防腐提升分析
汽车防腐的重要性
汽车车身主要由钣金拼接而成,要保证车身在日晒雨淋、高速运行和石子飞溅等条件下,10年不产生穿孔性锈蚀,靠的是钣金外防腐涂层。汽车涂层一般分为底漆、中涂和面漆,其中底漆的主要作用是防腐。为了提高车身的防腐能力,汽车制造商竭尽全力在涂装设备、涂装工艺、板材、表面处理和涂料方面进行了改进。随着全球工业化的发展,环境污染的日趋严重,酸雨、空气中的有害物质浓度的增加等,人们对汽车的防腐蚀性能提出了越来越高的要求。提高防腐蚀能力不仅可以延长汽车的使用寿命,还可以达到节省资源、保护环境的目的。
汽车属于高度集成、工艺复杂及使用环境多样性产品,加工过程表面尚无法形成100%完美的涂层结构,使用过程可能出现局部涂层破损现象,这些都将直接导致金属腐蚀的发生。
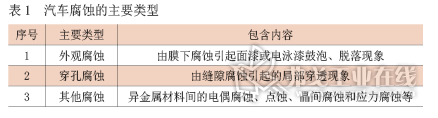
汽车腐蚀的主要类型如表1所示,其中最为常见的是外观腐蚀和穿孔腐蚀。本文重点讲解涂装车身内腔防腐分析及提升防腐性能的措施。
涂装车身内腔防腐要求
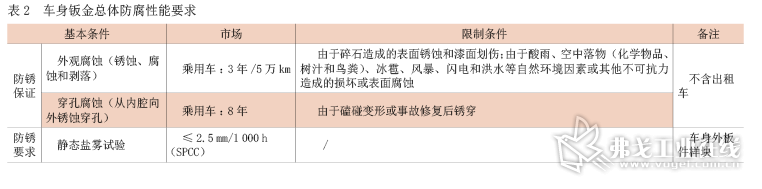
经过专家长期跟踪研究发现,按照目前通常使用的涂装技术,车身锈蚀性穿孔的主要因素不在车身外层而是在车身内腔和焊接件等边缘处。车身钣金总体防腐性能要求如图2所示。
目前我们对涂装车身内腔防腐的要求主要体现在电泳防腐上。在规定车身内腔电泳防腐要求时,通常是针对车型每个模块考虑电泳、排气和沥液效果。电泳主要体现在电泳孔大小、孔间距和钣金间隙等方面对电泳的影响;排气主要体现在排气孔的大小、是否留有缺口和凸台等,以及是否满足排气要求;沥液效果主要体现在沥液孔的大小、缺口、凸台和钣金型面是否满足沥液的要求。外表面及内表面电泳漆膜厚要求如表3所示。

涂装车身内腔防腐提升分析
涂装车身内腔防腐分析的主要内容为:车身各部位电泳、排气和沥液的结构及效果分析;车身各部位贴合面区域、小间隙区域优化分析;车身各部位喷蜡操作性及效果分析;车身隔音胶块对防腐的影响分析等。而车身内腔防腐通常针对车身结构、车身材料、电泳材料、工艺设备和现场管理等方面进行策划及达成分析,使得内腔膜厚达到企业防腐标准要求。
1.车身结构
目前在车身结构方面主要是考虑采用虚拟分析,避免不合理的相应结构,比如控制间隙、密封胶、设计工艺孔和避免凹坑堵盖等。
间隙控制可考虑在车型项目初期阶段调整型面,并将钣金间隙控制在5 mm以上。工艺孔设计需在车身设计前期根据开孔原则选择采用长圆孔或圆孔。通常在内腔涂装面积固定的情况下,内腔面积和开孔面积数值增大,膜厚下降;涂膜析出时需要中和电荷的数量,开孔面积越大,腔内电流密度增加,涂膜膜厚随之上升,反之,腔内电流密度不足,涂膜变薄。开孔虽然是常规解决防腐不足的方法,但也要考虑NVH和车身强度等因素,且后期还需要堵盖将其密封。
上侧围和门框及脚踏板下部等位置常使用U型凸台结构解决电泳问题。B柱可以采用开U型槽的方式解决狭窄空间的电泳透过性问题,并且可以增加车身强度。
为提升防腐效果,减少开孔数量,降低模具成本,目前主要是根据现有车型防腐现状,在前期分析阶段优化断面尺寸,要求车身结构尽可能简单,钣金层数和补丁尽量少,必要时采用高强板代替普通钣金。
2.车身材料
随着安全法规要求的提升,车身设计中贴合面和小间隙区域逐渐增多,缝隙过小,电泳液进入不了,则影响防腐质量。为解决贴合面及小间隙区域的锈蚀问题,减少售后抱怨及召回维修成本,在车型项目初期阶段涂装就需要反提要求给产品,要求间隙尺寸、包边要求、安装面及过渡区域大小等。要求间隙宽到溶液能够流入缝隙内,窄到能维持液体在缝内停滞。
此外,为保证防腐效果,可参照行业现状,将门盖内外板、侧围外板等防腐风险比较大的区域替换成镀锌板。镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂一层金属锌的阳极镀层,其在耐腐蚀性能方面较冷轧板有明显优势。完好锌层表面通过锌的耐腐蚀特性进行腐蚀保护,切口和镀层局部破损部位通过牺牲阳极保护,来降低腐蚀速率。镀锌层的厚度是决定镀锌钢板耐腐蚀性的主要因素,一般认为单层镀层厚度大于60 g/m3时具有较好的耐膜下腐蚀性能。
3.电泳材料
高泳透力电泳漆具有消耗量低、高涂膜外观、超高泳透力、高防腐性和节能环保的特点,这种涂料可以在车身内外表面膜厚值达到防腐要求的情况下,提高车身内腔电泳膜厚,降低车身外表面电泳膜厚,从而提高车身防腐性能、节省涂料使用量,降低成本,达到节能降耗、环保的目的,顺应现代汽车涂料的发展趋势。经试验验证,高泳透力电泳漆效果显著,能有效提高涂装车身内腔的防腐性能。
4.工艺设备及现场管理
工艺设备、辅具工装、工具和现场管理等也是影响电泳防腐效果的因素之一。工艺设备稳定运行能有效地提供车身电泳防腐质量,比如稳定的电泳电压、电泳液及辅助材料的添加等。车型四门两盖的开启角度需通过辅具工装实现,工装设计要求不脱落、不摇晃和易更换。注蜡量的多少也影响车身内腔防腐,目前我们大多数的注蜡都采用人工操作,主观判断注蜡量,注蜡量多少不可控;过少影响防腐质量,过多则制造成本增加。引进定量注蜡工具能有效地控制注蜡量,减少主观影响,提高防腐效果。现场管理主要需考虑参数的控制,工艺人员需按标准频次测量工艺参数,使其在要求范围内。当内腔膜厚不达标时,可通过调整参数的方式验证。
我们通过不断优化车身结构,并将门盖内外板侧围外板等防腐风险比较大的区域替换成镀锌板,全面切换高泳透力电泳漆,全面提升现场管理和调整各种参数的合理性等措施在新车型上的应用,可大幅度提高SE分析问题的采纳率,还可以在一定程度上缩短了防腐验证周期,缩短新车型的开发周期,提高防腐合格率,减少投入成本,使产品的整体防腐质量得到了大大的提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖