关于轮胎安装拧紧设备集成化的研究
轮胎安装与拧紧工艺流程解读
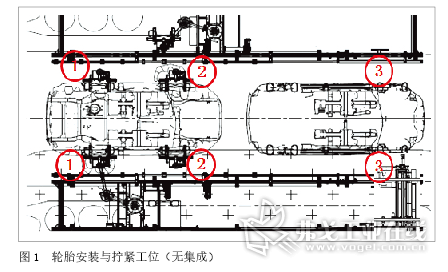
1.人工操作:轮胎机械手+拧紧机无集成形式
当前国内整车厂的安装工艺如图1所示,在①工位处开始人工操作轮胎机械手,抓取、安装轮胎(1人/侧);在②工位处人工取螺母/螺栓,并使用气动/电动扳手预拧紧(1人/侧);在③工位处人工操作拧紧机,拧紧轮胎螺栓(1人/侧),完成轮胎的安装与拧紧。
此工艺流程共计需要6个人操作(双侧),2个工位完成。
2.半自动:随行顶升+拧紧机集成形式
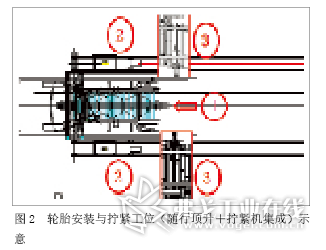
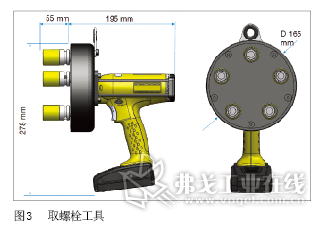
随行顶升+拧紧机集成的方式,运行流程如图2所示,轮胎输送线排布至底盘线下方,轮胎输送至轮胎安装位置(图中序号①);由顶升移行装置和90°翻转装置自动输送至顶升随升移载装置上(图中序号②)人工辅助安装轮胎;同时线体旁边的螺栓输送系统自动输送至螺栓转盘上,使用电动工具(图3)取螺栓并同步预拧紧五个螺母,然后操作拧紧机对准螺栓孔,拧紧机实现自动拧紧,并自动返回至原位,完成整个轮胎的安装与拧紧。
随行顶升+拧紧机集成工艺流程共需2个人操作(1人/侧),在一个工位完成。
此集成设备主要是将轮胎输送嵌入底盘线体内,合理利用闲置空间,优化取螺栓和预拧紧装置。螺栓需用螺栓输送机自动输送,取螺栓需用图3所示力矩电动扳手,减少安装螺栓和预拧紧时间,最终实现单侧单人,一个工位完成轮胎的安装和拧紧功能。
3.全自动:六轴机器人+拧紧机一体化
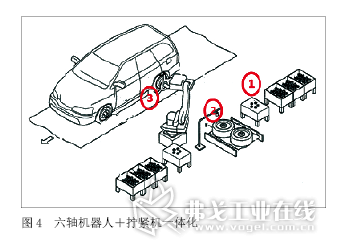
六轴机器人+拧紧机一体化集成形式,在世界上先进的工厂中已经使用,其工艺流程如图4所示。螺母/螺栓输送机自动输送至螺栓盘上,六轴机器人自动移动至螺栓盘上取螺栓,然后移动至图示②处。轮胎上方有视觉识别系统,识别轮胎螺栓孔的位置,信号传递至机器人抓手,抓手根据位置调整姿态,完成轮胎抓取。机器人抓手移动至车轮处,通过视觉识别系统识别制动盘的螺栓孔位置,并调整姿态,完成轮胎拧紧。随后开始后轮的安装与拧紧。
此集成设备因为装配过程中需要轮胎定点安装,滑板在安装过程中处于静止的状态,需要此工位的滑板间歇式运行,滑板线体满足此工位间歇式运行需要2个工位,且单独安装驱动系统。故此集成设备需要2个工位,全自动0人操作。
4.全自动:T型机器人+拧紧机一体化
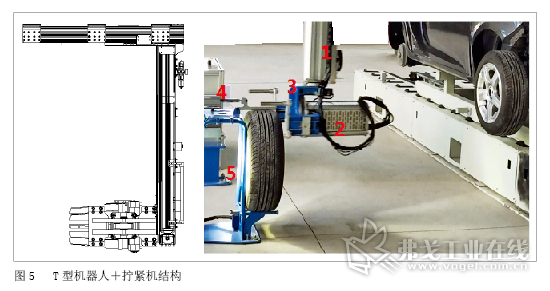
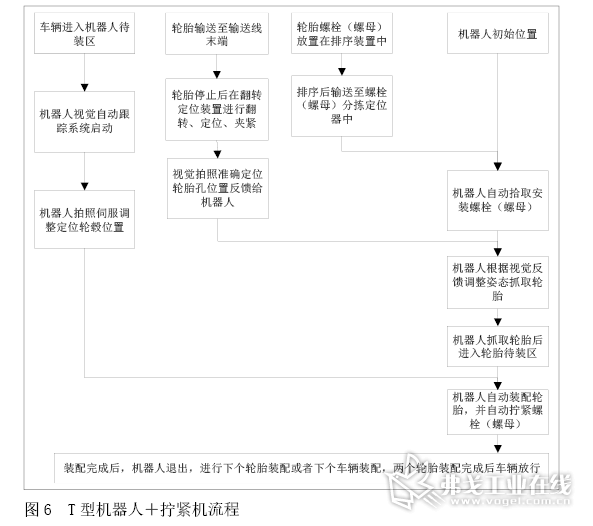
T型机器人+拧紧机一体化集成形式,目前已经研发出来。此种集成方式比机器人+拧紧机更加先进,只需1个工位0人操作即可实现轮胎的自动安装与拧紧。其组成如图5所示 (T型机器人+拧紧机结构)。T型机器人+拧紧机设备工艺流程如图6所示。
轮胎安装与拧紧集成形式的优缺点及前景分析
轮胎机械手+拧紧机无集成形式占用面积大,需要人工多,人工劳动强度大,此种传统安装拧紧形式,随着社会的发展,工业技术的提升,势必要被集成设备所取代。就上述三种集成方式而言,对其优缺点进行对比,对比如下:
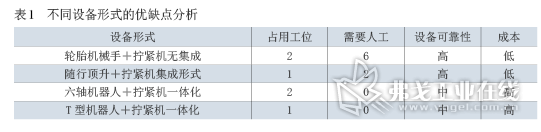
通过表1综合对比可以看出,“随行顶升+拧紧机集成形式”和“T型机器人+拧紧机一体化”两种集成形式的优势最大。
当前阶段,“随行顶升+拧紧机集成形式”依靠设备可靠性高、占用工位小、人工相对少、成本低等优势将会逐步取代“轮胎机械手+拧紧机无集成”传统模式。
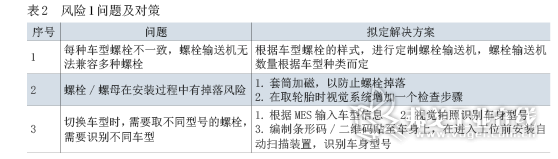
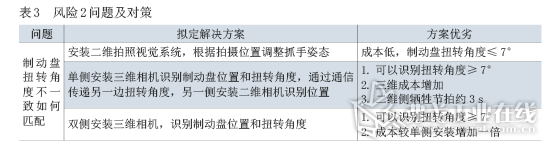
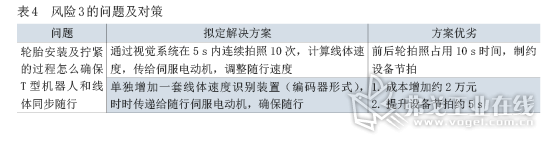
“T型机器人+拧紧机一体化”这种集成设备占用工位最少,不需要人工,虽然设备前期投入成本较高,但是不需要人工成本,三年内即可收回成本。目前此形式尚未投入正式生产中,其风险性及对策如表2、表3和表4所示。
综上所述,目前传统的“轮胎机械手+拧紧机无集成”形式因占用工位数量高、人工成本高、自动化程度低等劣势,必将会被逐步取代;而“随行顶升+拧紧机集成形式”将会变成目前各工厂的主流形式,“六轴机器人+拧紧机一体化”是一个过渡阶段,要向更加成熟、占用更少工位、自动化程度更高的集成设备过渡,比如应运而生的“T型机器人+拧紧机一体化”的全自动安装拧紧轮胎的设备集成形式。
结语
随着“工业4.0”的推广,工艺水平不断提高,设备集成并实现自动化必将是一个大的趋势。轮胎安装与设备拧紧的集成化和自动化,类似于T型机器人+拧紧机一体化的设备将会是以后的大趋势,并且还会有集成度更高、自动化程度更高、更好的设备被开发出来。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖