发动机缸盖挺柱孔加工铝屑形态异常原因分析及解决方案
发动机缸盖是发动机机体重要组成部件。它主要用于与发动机气缸配合形成燃烧室,并承载发动机运转过程中凸轮轴的旋转运动,起到燃烧室内气体交换作用,如图1所示。

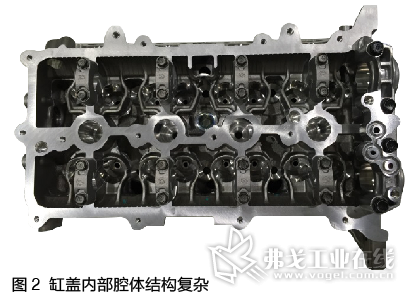
通常情况下,在生产加工中,引起缸盖清洁度变差的原因有许多,其中包括加工切屑残留、工件边缘毛刺和毛坯多肉等。其中,对缸盖清洁度影响较大的是加工切屑残留问题。因为缸盖是腔型结构,所以加工中的切削废屑极易残留在工件中,如图2和图3所示。

金属加工切屑成型原理
金属材料在切削加工中产生切屑的过程,可以看作是金属材料在切削力的作用下材料本身发生变形的过程。将刀具切削加工过程用简图表示出来,如图4所示,切削刀具与被切削工件接触,刀具不断沿加工方向做进给运动。在切削力的作用下,工件发生部分分离现象,即切屑产生。切屑与工件的接触部位存在着一个剪切变形区域,这个变形区域被称为第一变形区,即OM附近区域。为方便理解,可以将第一变形区近似地看作是一个剪切面,即OM线。当刀具继续沿加工方向做进给运动时,如果在第一变形区域内产生的切屑未折断,则已产生切屑将朝刀具运动的相反方向做流出运动,与刀具前刀片发生接触并发生变形,将这一变形区域称为第二变形区域,即OO´附近区域。
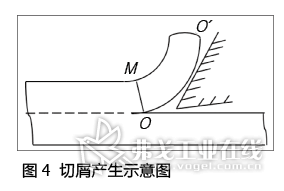
因为第一变形区和第二变形区是切削运动中两个主要变形区域,所以切屑的产生与折断都与这两个变形区密切相关,而所采取的断屑方法,通常也都在这两个区域实施。
切屑折断的影响因素
刀具主进给运动方向与剪切面的夹角称为剪切角φ。加工切屑产生、折断的过程可以视为切屑发生弹性变形和塑性变形直到剪切变形应力超过断裂极限并发生断裂现象。切屑产生过程中的剪切变形ε主要是随剪切角φ变小而增大的。所以,切削过程中产生的变形越大,切屑折断的可能性就越大。因此我们可以认为影响切削变形的因素也就是影响切屑折断的因素。
由金属切削加工理论可知,剪切角φ与切削厚度h、切屑厚度hc、前角γ之间存在着以下的几何关系,为切削变形系数,如式所示:
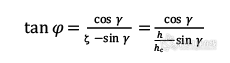
从上述关系式可知:首先,前角γ的减小,可以使切屑与刀具前面的接触长度变短,使h/hc增大,从而增加切屑变形。其次,通过增加进给量来改变切削厚度h、切屑厚度hc,当切屑卷曲半径达到一定时,切屑底层受到的张应力增大,易达到断裂极限,从而发生断屑。
断屑方法分析
1.第一变形区断屑
第一变形区是切屑产生的初始区域,第一变形区断屑采取的主要应对方式是和影响切屑折断的因素相关联的。例如,采取较小剪切角、增大机床加工进给来改变剪切应力或者通过改变材料的力学性能,使切屑实现第一变形区断屑。
2.第二变形区断屑
第二变形区属于切屑的变形区域,可以通过改变切屑在该区域的变形量来达到切屑折断的目的。可以采用在刀片前面设置断屑槽,通过断屑槽加大切屑变形量,使切屑折断。也可以通过增加进给量和降低切削速度等方式使切屑在第二变形区发生折断,但这样会加大加工设备和刀具的工作负荷。
3.变形区外断屑
如果切屑在第一、第二变形区内未发生折断,那么将有大量的连续切屑产生。此时,需要借助外部设备对切屑进行折断处理。通常采取机械、液压、电器的方法,如刀具断屑台、机械转盘断屑器、滚轮断屑器、电熔断屑器、高压液体冲断切屑装置、高压气体吹断切屑装置和诱导剪断切屑装置等。
外加装置对于断屑效果明显,但对于生产线设备来说,加工工序较为复杂,切屑产生位置较为分散,集中处理较为困难。此外,加装置必然会导致设备投资成本增加,所以一般不采取此类断屑处理方案。
缸盖挺柱孔铝屑形态异常原因分析
1.缸盖挺柱孔工艺简介及加工刀具简介
气门挺柱,又称气门挺杆,是发动机配气机构的重要组成部分。挺杆的一端与凸轮接触,另一端与气门接触。通过凸轮轴的往复运动来控制气门的周期性开闭,以完成发动机运转过程中的配气工作。本文提到的挺柱指的是本公司Ⅱ型发动机机械挺柱机构,如图5所示。挺柱孔是发动机缸盖机体中的圆柱薄壁结构,如图6所示,供挺柱装配使用,并起定位作用。


Ⅱ型发动机为直列4缸发动机,发动机缸盖为直列型,分为进气侧和排气侧,共有16个气门与挺柱孔。挺柱孔位于缸盖腔体内,呈两排直列分布。最终加工特性值为Φ30 mm+0.005 mm/+0.025 mm,粗糙度Rt6.3 。
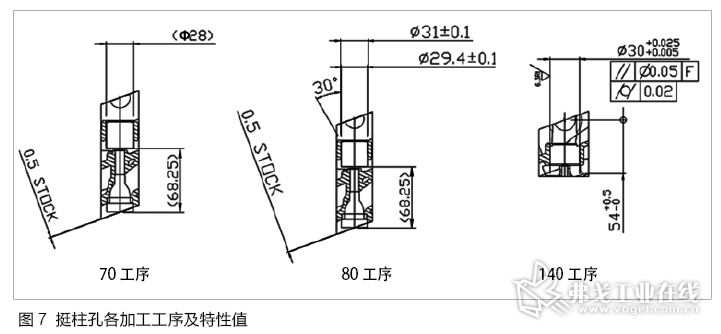
挺柱孔加工分为三个步骤,在三个工序进行,分别在生产线70工序、80工序与140工序进行粗、半精和精加工处理。每个工序有4台数控加工设备,其中70工序加工特性值为Φ28 mm,80工序加工特性值为Φ29.4 mm,140工序加工特性值为Φ30 mm +0.005 mm/+0.025 mm,粗糙度Rt6.3。本文中讨论的切屑形态异常问题发生在挺柱孔粗加工70工序,本工序除挺柱孔粗加工外还进行弹簧座面的粗加工工作,加工工艺如图7所示。
挺柱孔加工刀具采用硬质合金材质,一体式四刃立铣刀,刀刃呈螺旋式平均分布,刀具顶部有四个切削刃,每个切削刃间夹角为90°。
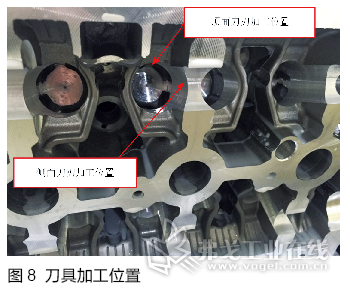
由加工工艺图纸和刀具式样可知,加工刀具侧面刀刃主要负责粗加工挺柱孔孔壁,顶面刀刃主要负责弹簧座面粗加工,具体位置如图8所示。
2.挺柱孔加工铝屑形态异常的原因
本公司发动机工厂缸盖生产线产品升级改造后,投入使用的初期阶段,缸盖生产线挺柱孔粗加工70工序出现大量的、形态异常的连续条状铝屑,堆积成团,难以通过加工设备自带的铝屑回流处理系统排出。
70工序主要加工内容是进、排气侧螺栓孔的钻孔与攻螺纹和挺柱孔的粗加工,如图9所示。
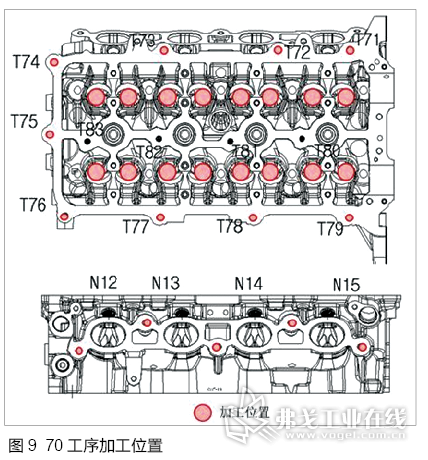
钻孔加工属于钻头的钻削加工,挺柱孔加工属于铣刀的铣削加工。由金属切削加工理论并结合加工位置实际情况可知,钻削加工一般产生的切屑卷曲半径较小,而铣削加工可能出现卷曲半径大、连续不断的条状切屑。70工序问题铝屑卷曲半径较大,且呈连续条状。所以,70工序问题铝屑产生的加工位置是粗加工过程中的挺柱孔孔壁位置。
究其产生的原因,影响切屑折断的主要因素是切削刀具相关参数、设备切削参数和材料物理力学性能的因素所致。因产品毛坯材质固定,故从设备切削参数和切削刀具参数两个方面进行原因分析。
由设备切削参数可知,挺柱孔加工刀具主要参数为F=900 mm/min ,S=3 000 r/min。主要加工程序如下:
T7004 T_CALL
G90 G0 G60 G56 A=DC(A_ANG) S3000 F900 D1 M3 M46 M77 T=NX_TOOL
RFP=58+TAO+APP;刀具进给初始位置
DP=-4.96+0.3;刀具进给完了位置
RTP=64;刀具退刀位置
从上述设备切削参数可知,进给量与转速的选取在合理范围内。而加工程序方面,选择了由初始位置到目标位置的持续进给加工,由于加工刀具采用4刃铣刀,每刃每转切削量较小,这种情况下,连续进给加工将不利于切屑折断。
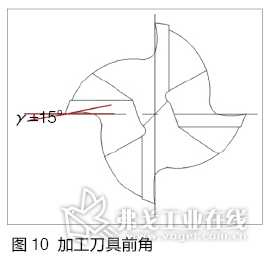
由切削刀具工艺参数分析,70工序挺柱孔粗加工刀具采用合金材质的四刃立铣刀,前角γ=15°。如图10所示。
由于采用4刃刀具,且进给量F=900 mm/min,转速S=3 000 r/min,所以,在加工过程中,刀具的每转每刃进给量为(F/S)/4=0.075 mm/刃。挺柱孔加工刀具每刃每转切削量较小,导致加工切屑不易折断。
前角的大小影响着加工过程中剪切角的大小,而剪切角的大小则影响切屑折断效果,所以选择合适的前角对于切屑折断效果有着重要的影响。70工序加工刀具前角γ=15°,刀具前角过大,实际加工过程中,产生了大量的连续条状铝屑。
断屑方案的提出与效果验证
问题铝屑产生的主要影响因素是切削刀具工艺参数和加工设备切削参数。针对这两个主要因素提出两项问题解决方案,分别是优化刀具加工程序、改善加工刀具式样。
从刀具加工进给程序可知,刀具在加工过程中,是采取连续进给加工的方式。优化方案是,将加工刀具从初始位置到最终位置的连续进给,变更为中间位置增加退刀程序形成分段进给,使切屑剪切应力改变,达到断屑效果,修改后的程序如下:
T7004 T_CALL
G90 G0 G60 G56 A=DC(A_ANG) S3000 F900 D1 M3 M46 M77 T=NX_TOOL
US_BACK;退刀程序
RFP=58+TAO+APP;刀具进给初始位置
DP2=48;刀具进给位置1
DP1=18;刀具进给位置2(退刀位置)
DP=-4.96+0.3;刀具进给完了位置
RTP=64;刀具退刀位置
程序修改后,切屑折断效果有所改善,由连续条状切屑变为分段条状切屑。但是部分铝屑仍堆积在加工设备内,且切屑长度仍然没有达到预期的效果。
其次,在实际加工过程中,加工刀具进给量的增加会提升切屑的折断能力,但效果提升不明显。同时,由于此刀具顶面铣削刃并行加工弹簧座面端面,在进给量增加后,切削过程中出现了刀具折断现象,刀具寿命降低,刀具和工件成本增加。
挺柱孔加工所采用刀具是4刃立铣刀,刀柄与刀头焊接而成,属于一体成形刀。此刀具加工前角为15°,相对较大,每转每刃切削量较小。首先,将加工刀具刀刃和刀柄进行变更,选取一体式成型刀柄和一个可装卸式刀片的组合刀具。这种组合刀具的好处是,刀具强度大,能够负荷较大进给量,并且刀柄重复利用率高。另一方面,进给量F=900 mm/min、转速S=3 000 r/min,刀具加工参数不变。由于采用单切削刃加工,所以每刃每转进给量为(F/S)/1=0.3 mm/刃。每刃每转进给量较改善前增加0.225 mm/刃,使切屑更易发生折断。
其次,将切削刃与加工面相垂直,使前角最小,几乎为0°。由金属切削加工理论可知,减小切削时剪切角,增加剪切应力,能够提升切削刀具断屑能力。
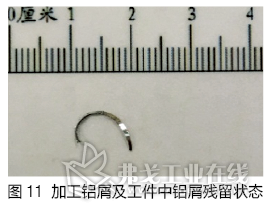
经过测试后,改善后刀具的断屑能力大大提升,挺柱孔内残留铝屑较少。如图11所示,大部分铝屑在切削过程中随切削液从管路中排出,而少部分残留在挺柱孔内的铝屑也可通过清洗设备清除,挺柱孔整体清洁度达到要求。
改善方案的经济效益分析
改进后工时成本显著降低。在改善前,挺柱孔加工过程中大量切屑堆积对加工精度及清洁度产生影响,所以需要人工进行清理,清理周期为4 h一次。每次单台设备耗时0.25 h。按单班次8 h,每日两班次生产时间来计算。所以,每日工时耗费1 h。改善后,挺柱孔加工工序人工清理铝屑周期为8 h,其他数据不变。所以,每日工时耗费0.5 h。据估算,节约工时成本每年28 972元。如此改善效果明显,在提高加工质量的同时,又降低了成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖