箱体类零件下线质量控制的研究与应用
箱体类零件一般下线模式
箱体类零件主要包含缸体、缸盖两种产品,行业中,为尽量避免零件的划伤与压伤,下线工位采用无动力滚道,箱体类零件下线一般分为两步作业:首先在无动力滚道上进行人工目视检查,对于检查达到下线标准的零件,进行扫码记录,然后下线人员将扫码后的零件成品下线,转移至下一车间。
由于人工操作,会存在未执行检查就下线、未完成检查就下线、未完成扫码就下线的可能。未完成作业即放行,会造成可能的质量问题逃逸,一般会在下一车间发现缺陷,将工件退回原车间处理;未发现逃逸的,将流向市场对公司品牌与形象造成严重影响。
下线质量控制方案
某工厂现有A、B两大车间,A车间生产的箱体类零件将运送到B车间,上线进行装配成品。为避免该下线模式下可能的质量问题逃逸,团队进行如下研究与应用。
1.数据库服务器共享
为确保B车间上线的零件均通过了A车间下线工位,采用A、B车间数据库共享方案。
A车间箱体类零件下线时,按下扫码按钮后,该零件数据将扫描并存入数据库,团队将A车间与B车间建立共用数据库服务器,零件在B车间扫码上线时,上线扫码数据将在A车间下线数据库中搜索并匹配,在A车间下线数据库中查询到该数据才允许在B车间上线,未搜索到就将工件退回A车间,核定下线质量后再送往B车间上线处。以此来保证B车间上线的工件均经过了A车间下线工位。
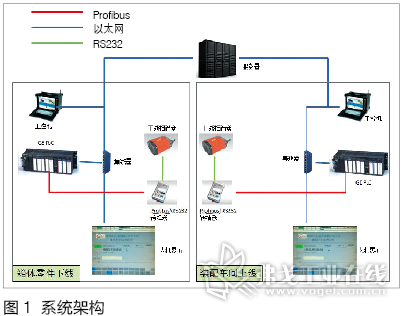
图1所示为系统架构,A车间二维码追溯系统与B车间二维码追溯系统共用一台服务器,B车间上线处将判断该零件是否为A车间正常下线工件。
2.下线工位由挡停物理区分为目检区与下线区
为确保下线的零件均经过了目视检查环节,将下线工位由挡停物理区分为目检区与下线区。
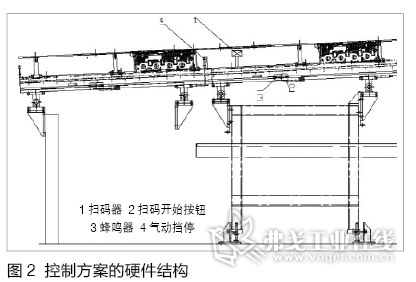
图2所示为控制方案的硬件结构, 4号气动挡停装置将下线工位物理区分为目视检查区域和下线区域。通过GERX3I可编程控制器进行PLC编程,控制挡停动作。通过扫码信号来判断扫码数据是否上传至服务器,服务器收到扫码信号则放行至下线区,未收到扫码信号则不放行。工件流至下线区后,下线到位传感器感应到信号,接收该信号后,PLC控制挡停复位,进行下一次循环。以此来保证下线的零件信息均已存入数据库。
3.增加目检时间过短不予放行控制程序
为确保员工对下线质量检查工作执行到位,增加目检时间过短不予放行控制程序。
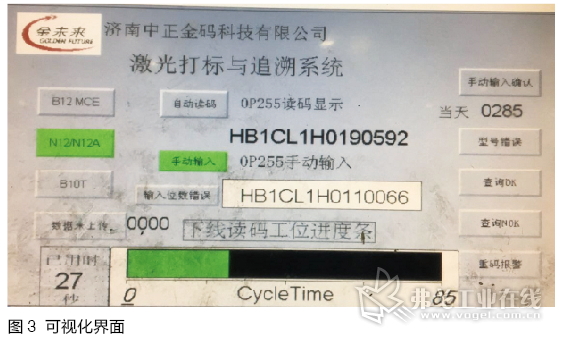
图3所示为箱体类零件下线质量控制技术研究与应用的可视化界面,在HMI上进行可视化界面编辑,目视扫码数据是否上传成功,同时目视目检时间进度条,目视检查时间不足的工件,按扫码按钮将失效,不予扫码与放行,以此来保证下线扫码的工件均进行了充足的人工目视。
4.下线工业摄像头辅助质量检查
为尽可能避免员工对下线质量检查人为出错,增加下线工业摄像头辅助质量检查。
图4所示为箱体类零件下线质量控制方案——增加工业摄像头进行下线质量辅助检查。先将主要质量缺陷写入系统,下线目检时,工业摄像头将拍照并查找箱体类零件主要质量缺陷,检查有缺陷的零件,不予扫码与放行。以此来对人工目视进行二次防错,确保目视检查质量。

下线质量控制流程
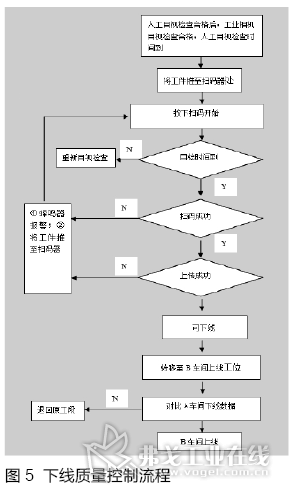
完成以上控制方案后,研究与应用的下线质量控制流程如图5所示。
试验情况描述
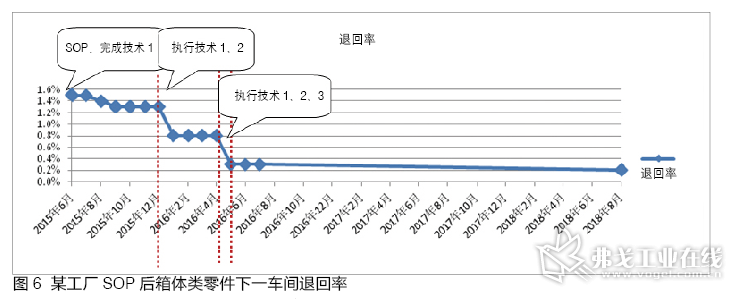
某工厂SOP后至今,实行了数据库服务器共享、将下线工位由挡停物理区分为目检区与下线区、增加目检时间过短不予放行控制程序、增加下线工业摄像头辅助检查四套方案后,箱体类零件客户投诉0起、B车间退回率低至0.2%,远低于行业水平。图6所示为某工厂SOP后箱体类零件从下一车间退回率示意图。
结语
针对行业痛点,进行箱体类零件下线质量控制的研究与应用。采用IT、电子电气、机械等多种技术手段,打破固化思维,应用创新手段,将箱体类零件从下一车间退回率由2%降低至0.2%,基本达到缺陷不流入下一工位的目标,有力降低生产成本并提升产品竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖