山高Steadyline减振刀柄在实际加工中的应用
自推出以来,山高Steadyline减振刀柄家族在不断地发展壮大。从铣刀柄、车刀柄再到镗刀柄,已经覆盖了绝大多数常见的应用场合。
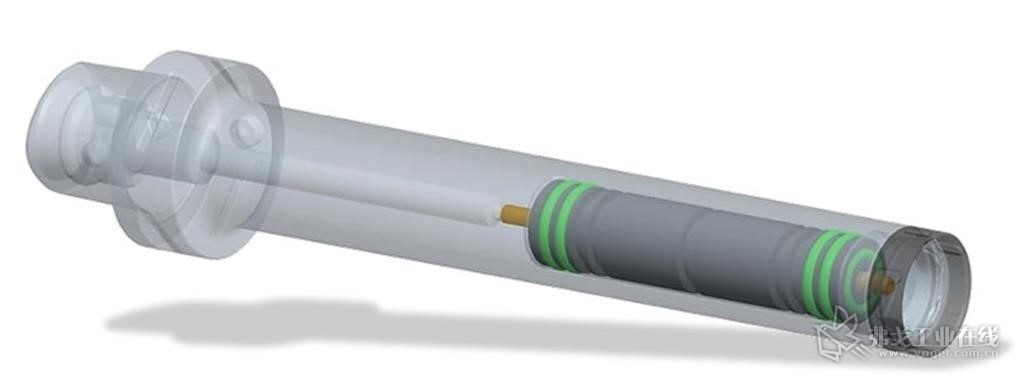
Steadyline减振刀柄是一个被动动态减振系统,内置预调过的重金属阻尼单元,刀柄前端刀具发生的振动变形在第一时间被阻尼体抵消,不会沿着刀柄向后传递,从而减少了整个刀柄的振动变形。因此,使用Steadyline刀柄进行加工相比同规格尺寸的传统钢制刀柄可以提高2-4倍的加工参数以及切深,并且可以进行更长悬伸的加工并避免振动。其它优点包括更佳的表面粗糙度、更长的刀具寿命和更小的主轴应力。
减震系统
“动态被动”阻尼减振系统可以保证最多达10xd长悬伸时的加工稳定性,消除振动,相比传统钢制刀杆可成倍提高加工效率,提高刀具寿命和加工后的表面粗糙度。同时,GL模块化接口锥度多边形的连接形式也保证了精确的定位和重复精度。短而紧凑的头部可以达到最优化的减振效果,并使更换刀头快速简单,并且具有可同时使用车刀头和镗刀头的能力,使得同一根减振杆可用于不同的车床/加工中心。

模块化接口
多种柄部接口形式使得圆柱柄用于车床;Capto柄部用于加工中心或者车铣复合中心;HSKT/A柄部用于加工中心或者车铣复合中心。

加工案例
加工案例:
机床
CTX-1250 Beta TC
T/M 主轴 HSK-T63
冷却压力: 80 bars
加工内容
工件+A56: 套筒 X38CrMoV51 (SMGv2-P8)
预孔钻至 Ø38,镗至 Ø39,5,深度 142 mm
目标
保证后续磨削余量均匀
保证排屑通畅
Steadyline®: D25-180-GL25
车刀头:GL25-PDUNR-17025-11
刀片:DNMU110404MF2, TP2501
切削参数:
Vc:180 m/min
Fz:0,25 mm/U
N:1450 U/min
F:362 mm/min
结果:无振动、断屑良好












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖