YSR新型机器人焊接工作站实践应用
YSR新型机器人焊接工作站的布局形式及特点
随着客户对机器人焊接工作站占地面积要求越来越小,生产节拍要求越来越快,生产线柔性化程度要求越来越高,安川首钢机器人有限公司(以下简称YSR)推出了新型机器人焊接工作站形式以满足市场需求。新型机器人焊接工作站的布局如图1所示。
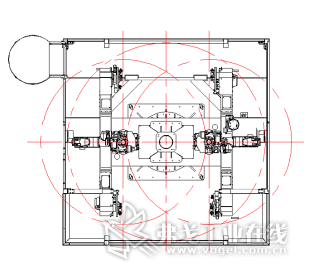
图1 YSR新型机器人焊接工作站布局
新型机器人焊接工作站的主要特点有以下几个方面:
(1)节省占地面积
通过将机器人安装到水平回转变位机上,节省了机器人占地面积,同时编程示教、维护工作均可以在工作站前方进行,操作人员无需进入工作站即可实现操作及维护,操作更加方便安全的同时,也节省了工作站的示教维护空间,节省占地面积约20%,如图2所示。
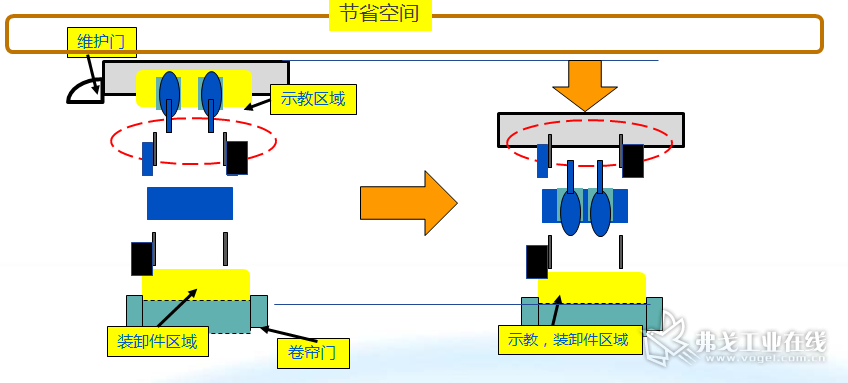
图2 节省占地面积示意图
(2)提高生产节拍
弧焊机器人可在人工装件及变位机旋转同时焊接,工位切换时无节拍浪费,有效提高生产效率。普通的工作站机器人和夹具是分离的,因此无法利用工位切换的时间进行焊接,而在YSR新型机器人焊接工作站中,机器人和夹具共同安装在变位机上,并通过内部结构优化消除了变位机旋转过程中的运行抖动,从而实现了在变位机旋转的同时机器人同步稳定焊接的效果,彻底避免了工位切换所引起的节拍浪费,极大提高生产节拍。
(3)后方集成搬运机器人更安全
该工作站形式,采用搬运机器人上下料时,可将搬运机器人集成到工作站后方,实现人工操作工位和机器人搬运工位分离、互不影响,有效避免安全隐患,系统更安全可靠。
(4)夹具梁模块化设计
YSR新型机器人焊接工作站夹具的快换采用模块化快换定位单元形式,夹具设计模块化、轻量化。快换定位单元通过分段底板与大梁实现连接。
通过夹具标准化快换模块接口,提高换装效率,不同产品通过更换快换定位单元,实现夹具快速切换。夹具梁式样如图3。
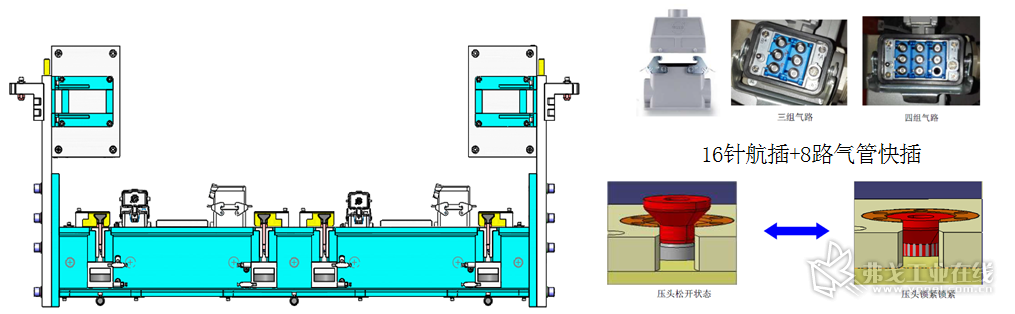
图3 夹具梁快换形式
换模时操作人员扳动控制气阀手柄使气缸松开或加紧来实现工装的快速更换。
设备程序有安全防错(即:在锥形定位锁紧压头没有压紧的状态下,设备不允许动作)。
此种新型工作站布局形式由YSR开发,已申请专利。
YSR新型机器人焊接工作站实际应用案例
东风康明公司国六后处理器INLET+DOC+DPF机器人焊接项目弧焊搬运系统主要由四套机器人焊接工作站、两套机器人搬运系统组成。
该项目客户要求如下:
(1)生产品种:封装载体直径在7.5″~12″ 多平台INLET+DOC+DPF分总成焊接;
(2)工作制度:两班制,全年正常工作225个工作日,每班工作时间8小时,操作人员:5名;
(3)生产纲领:9万件/年,OEE=一次下线合格率×设备稼动率×工单完成率=0.9×0.9×0.9=0.73;
(4)生产节拍:T=225天×2班/天×8小时/班×3600秒/90000件×0.73=1.752分钟/件=105秒/件;
(5)占地要求:限制在13m×28m=364m2范围内;
(6)换装要求:多品种快速切换,全线换装12分钟以内,超过15Kg不能用人搬;
(7)搬运要求:大于15Kg工件需要采用搬运机器人上下料并备用KBA吊装系统;
(8)安全要求:满足康明斯HSE安全要求,搬运机器人不允许和人在同一侧工作。
为实现以上占地面积及节拍要求,生产线布局如图4所示。
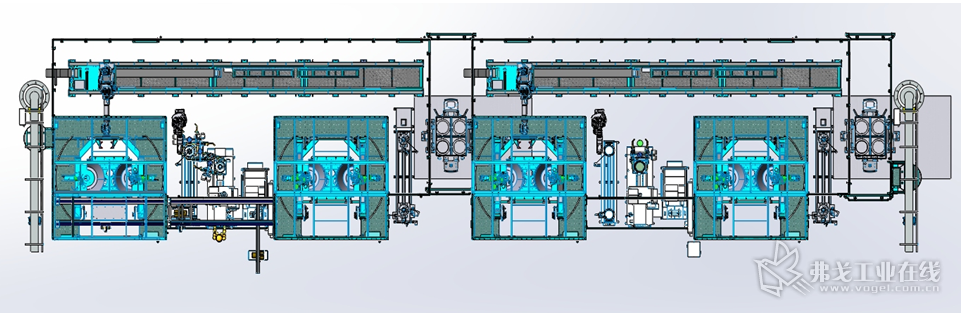
图4 生产线布局图
YSR新型机器人焊接工作站实际使用效果描述
由于该项目采用了新型机器人焊接工作站,机器人安装在变位机上,所以可实现后方搬运区域机器人搬运、前方操作区域人工装件分离的效果,可实现工位切换的同时弧焊机器人焊接的效果,实现了生产线的小型化、高速自动化、智能化、安全可靠的目标,概括起来主要有以下几个方面:
SAFE(系统安全):搬运机器人搬运区域与人工操作区域分离,有效避免安全隐患。
SPEED(生产高速):机器人可在变位机回转的同时稳定焊接,也可在搬运机器人搬运或人工装件的同时焊接,弧焊机器人和搬运机器人的利用率可达95%以上,有效提高生产效率。
SMALL(工作站小型化):机器人集成到变位机上,至少节省占地面积达20%,便于后期的生产线扩能。
STABLE(系统稳定):由于新型工作站的形式实现了搬运系统和吊具系统同时存在,互不干涉。搬运机器人出现故障时可使用吊具系统,保证系统运行稳定可靠。
图5 实施现场图片
FLEXIBILITY(夹具柔性化):夹具换模满足多种产品的快换需求,主要有:
(1)采用可快换模块的夹具梁实现多产品的快速切换(通过换模小车进行快换);
(2)快换模块通过两个63缸径气缸驱动实现快速定位夹紧;
(3)换模过程不超过10min,定位精度可以达到±0.2mm以内。
目前该项目已进入量产阶段,实现了客户的预期目标,得到了客户的一致好评。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖