白车身车顶激光钎焊抓手切换方式应用
车顶激光钎焊抓手需求分析
白车身车顶激光钎焊工艺由于密封性好、强度高、美观等优点,现在在白车身制造中大量运用。车身车间在进行车顶激光钎焊时需要使用专用的机器人抓手对车顶进行定位和夹紧,并且不同车型及配置的车顶需要使用不同的抓手。随着各个工厂车间内车型的不断引入,对生产线的柔性化要求越来越高。不同的车型一般需要专用的车顶抓手完成车顶激光房内的激光钎焊工艺,每个抓手都需要在激光房内有一个抓手库位。受限于车顶激光钎焊激光房的空间大小,一般激光房的工位的大小只能放置5个抓手库位左右。抓手停放库位的数量最终会无法满足需求。为了满足抓手停放架的摆放需求,扩大激光房的大小或者新开激光房,则投资费用和车间场地需求则会迅速增加。
抓手停放架需求数量评估
由于一个车型有多种配置,例如大天窗车顶、小天窗车顶、非天窗车顶等,所以单个车型至少需要一个车顶激光钎焊抓手,个别车型则会需要两个抓手。假设未来单个工厂可能会有8个车型共线生产,则最多需要预留16个车顶激光钎焊抓手摆放空间。对某工厂各车型所需抓手数量统计,目前,在产车型需要摆放4个车顶激光钎焊抓手,未来一期引入需要新增3个激光钎焊抓手,需要预留最多16个激光钎焊抓手的摆放位置,保证其切换能力。
抓手摆放方式规划及抓手切换方式研究
1.抓手摆放方式研究
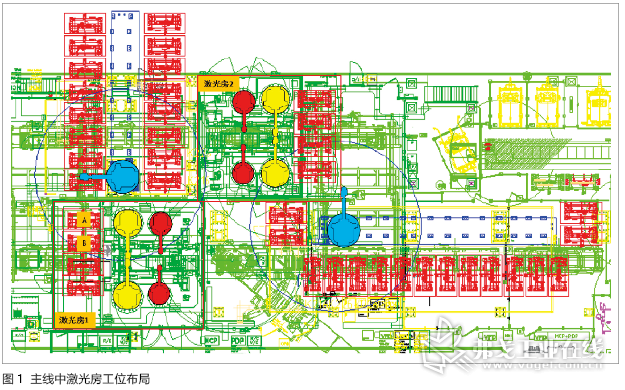
图1中为主线中激光房工位布局,红框内为激光房。其中黄色为抓手机器人,红色为激光钎焊焊接机器人。为提高主线节拍,提高至65 JPH(Jobs per Hour),主线有2个激光房,并且为双胞胎结构,车身可以在主线上随意进入其中一个激光房进行车顶激光钎焊焊接。受限于目前该车间车顶激光钎焊工位激光房的大小(图1中红框范围),新增抓手停放位无法安装在激光房内,故考虑在激光房外增加抓手停放架摆放区域。为不占用主线线体其他设备空间,在激光房外增加二层钢平台及玻璃房,将抓手停放位均匀摆放在新增的二层钢平台上,激光房内外二层钢平台之间增加自动门实现抓手的切换搬运。其中图1红圈中的均为车顶激光房,车身可以在主线上随意进入其中一个激光房进行车顶激光钎焊焊接,故每个激光房均需要预留最多16个车顶抓手切换的能力。
2.抓手切换方式研究
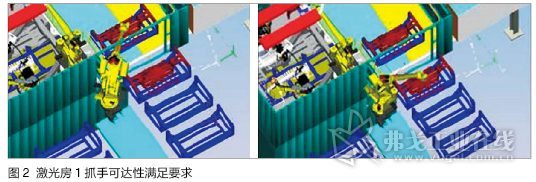
考虑到激光房内外的抓手需要进行搬运切换,保留原有激光房内的各抓手停放位作为切换中转台。其中靠近自动门的两个停放位作为内侧抓手切换共用平台,另外两个作为外侧抓手切换共用平台。在外侧二层钢平台增加7轴滑台及搬运机器人用于将外侧抓手搬运到外侧抓手共用平台,以及将内侧抓手共用平台上的抓手搬运到外侧抓手停放位,可达性验证满足要求,如图2和图3所示。

例如:激光房1在切换抓手时,由蓝色7轴机器人先将新抓手由二层钢平台抓至激光房1里面的库位B,激光房1里面的机器人将老抓手放至库位A,再将新抓手从库位B抓出;之后蓝色7轴机器人再将老抓手从库位A抓走,放至二层钢平台抓手库位,整个切换抓手过程完成。
结语
本车顶激光钎焊抓手切换方案所需设备 (2个激光房)为2个7轴机器人、40个抓手库位、2套二层钢平台以及2个激光房自动门的改造等。
如果新引入车型的抓手无法引入现有激光房,则需要采用在现有激光房旁新开激光房的方案,焊接新引入的车型。当再引入后续车型之后,则现有生产线将无法支持额外的抓手摆放。
综上,本车顶抓手的切换方案节省了新建2个激光房的费用,节约了厂内2个新激光房的面积。本文基于车身车间最大需要共线8车型、16个车顶的客观需求,采用7轴机器人进行车顶激光钎焊工位抓手的切换搬运,并将二层钢平台作为抓手存放的库位,极大地增加了抓手停放位的位置可延展性。使得今后新车型引入时不必为了新抓手的摆放位置对工位进行改造,7轴机器人也使抓手切换系统循环时间最优化。玻璃房内球机摄像头实时拍摄切换工位情况,实时监控设备运行稳定性。该切换系统通过生产验证有很好的稳定性和可推广性,对汽车生产厂家及制造业实现智能制造有很好的借鉴意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖