白车身Small Pallet传输驱动方式的创新研究
目前汽车工业正迅速发展,对生产过程中的自动化要求越来越高,这就需要输送设备不断缩短输送时间,且在高速运行的前提下每次停靠的位置具有可靠的精度和稳定性,否则就会出现无法上下料等故障而延误生产。针对这一情况,目前生产车间广泛运用了Small Pallet输送系统。
Small Pallet输送系统结构及工作原理
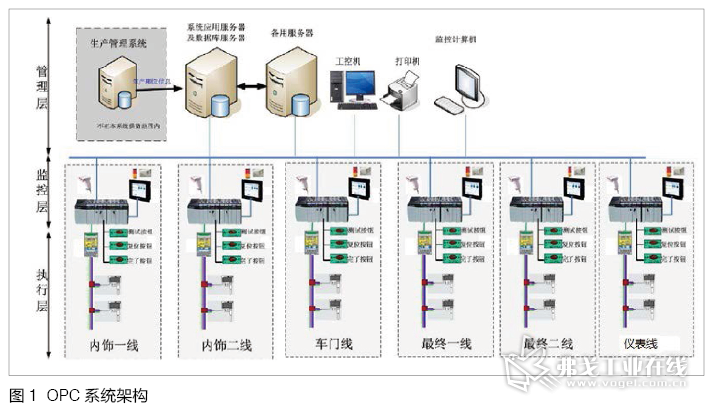
目前,广泛使用的Small Pallet输送系统由工作工位、Small Pallet升降机和Small Pallet组成,如图1所示。
1.工作工位
工位采用上下层往复的形式,上层为Small Pallet带零件传输的工作层,下层为空Small Pallet的返回层,传动方式为摩擦轮传动,驱动系统采用一拖一形式(一个电动机驱动一组摩擦轮)。单组摩擦轮采用剪刀叉结构,Y向(车身进出向)以及Z 向(高低向)均采用高精度定位轮进行定位,X向(前后向)有预冲出 Stop 停止器结构。
Small Pallet工位X 向定位夹重复定位精度≤0.05 mm,Y 向定位轴承重复定位精度±0.05 mm(中心转换到接触面),Z 向定位轴承与Pallet接触面Z向一致性≤0.06 mm,整线的定位精度为±0.1 mm。工位间传输定位节拍为5~6 s(工位间距4.9 m等条件下)。
2.Small Pallet升降机
Small Pallet携带零件传输至线末,由机器人将零件抓走后,空Pallet通过升降机下降至下层位置,通过下层即Small Pallet返回层传输至线头,再通过线头升降机上升至上层位置,携带零件进行传输工作,以此进行循环工作。升降机采用加配重平衡系统,升降驱动系统使用摇臂&直线导轨形式,通过防坠装置可在升降行程中任意位置停止,通过自动供气装置可实现对 Pallet 小车的集中供气。升降行程为1 300 mm,上(下)行走时间短(4 s)。
3.Small Pallet
Small Pallet主要由工件托盘工装和固定在其底部的摩擦杆组成,外形尺寸为2 710 mm×1 810 mm×680 mm(其中长度根据行走驱动轮间距决定),总质量约为390 kg(行走框架与支持单元),车身定位方式为销钉缸+UNIT
支持。
4.工作原理
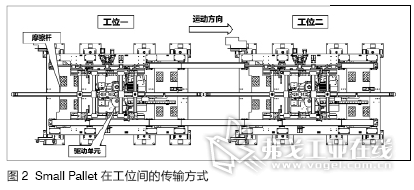
Small Pallet通过工位一的摩擦驱动单元摩擦驱动摩擦杆前进,摩擦杆离开目前工位摩擦驱动单元前进入工位二的摩擦驱动单元,并由工位二摩擦驱动单元驱动继续前进到位。Small Pallet到达升降机位置后由升降机运输到上层或下层,进行上下层往复,如图2所示。
Small Pallet应用问题及解决方案
Small Pallet摩擦驱动轮通过摩擦驱动摩擦杆运行,每个工位(包括上层工作工位和下层返回工位)用一组摩擦驱动轮驱动,故摩擦杆的长度与工位间距基本相同,当托盘在工位停止时不同工位摩擦杆间距只有约10 mm,在传输过程中,摩擦杆间很容易发生碰撞,损坏设备造成停机。
1.原因分析和解决措施
问题产生的原因即摩擦杆的长度过长,相邻摩擦杆之间的间隙过小,解决措施是减短摩擦杆的长度,避免Small Pallet的碰撞,但是减短摩擦杆的长度之后,为了保证Pallet仍旧能够在工位间进行传输,必须每个工位增加一组驱动单元。
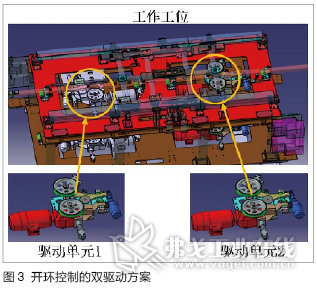
故基于上述问题分析,开发了采用Armorstart的开环控制的双驱动方案(图3),但这种双驱动方案会导致同时有两组摩擦驱动单元作用于同一根摩擦杆上,易引起两组驱动的不同步,导致摩擦杆严重振动和磨损,降低设备使用寿命。
2.创新驱动的设计原理
为了解决上述问题,将驱动系统动力改为一台驱动电动机,电动机两端输出轴分别连接两根万向联轴器,两根联轴器分别连接一台90°齿轮转向器,两台转向器固定两个主动摩擦轮,两个摩擦轮摩擦力同步作用在摩擦杆上,实现单工位内一拖二形式的摩擦驱动。
3.创新驱动结构的优点
单电动机驱动双组摩擦轮,且在万向联轴器传动的同时摩擦轮及转向器在X、Y平面上也是运动的,这种结构打破常规的设计(常规的设计为联轴器传动时两端都是静止的),实现一拖二形式的摩擦轮驱动的功能,由于电机没有直接连接到摩擦轮,电动机轴不会受到横向撞击力,这样就杜绝了电动机断轴的可
能性。
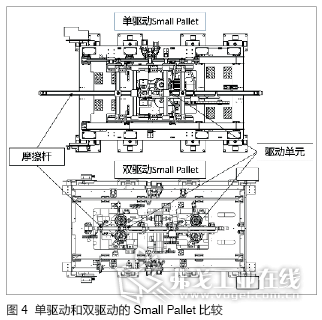
由于摩擦轮实现双组驱动,工位之间的带驱动力的摩擦轮之间的间距大大减小,这样就可以大幅度地减短摩擦杆的长度,使得相邻Small Pallet摩擦杆之间的间隙扩大到一种绝对安全的距离,因此可以大大减小故障率,如图4所示。
此种一拖二形式的双驱动相比单工位直接安装两组驱动的方案减少了一半的电动机和变频器等驱动单元,对于费用投资有很大的优化,同时也减少了车间的维修故障点,降低维修成本。
结语
通过本文,希望能解决车身车间运输设备定位精度特别低、故障频繁发生等严重影响生产效率及产品质量的因素,并激发发明和创新,设计出新概念、新结构、新工艺型的高效率设备,以实现输送系统中的高节拍、高精度、运行可靠的设备进行高效的生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖