浅谈无高工位底盘拉索装配解决方法
人民物质及精神生活水平的提高,对汽车行业的崛起起到促进作用。汽车黑科技、高环保要求及客户多元化需求的输入,对汽车混线生产的能力提出更高的要求。对以“高质量、高效率、低成本”为本的汽车发展企业来说,通过提高线体平台化、兼容性、柔性化的能力是所有汽车企业共同努力和实施落地的方向。新车型开发投产前,仅需对线体及设备进行特殊结构上的微调,从而满足使用条件。
背景
我公司现开发了一款沿用微车的设计模式的车型:微货Z系列。由于微车生产线产能不足,需进行提产能改造。但实现周期长,且投资费用较高,不能满足公司的布局需求,因此将此款车型规划到货车生产线。
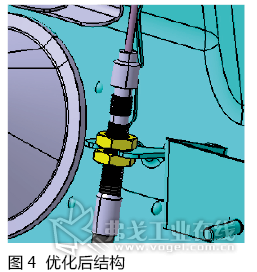
微车及货车生产线工艺布局及路线差异:
微车:驾驶室安装—车架底盘安装—驾驶室安装(图1)。
货车:驾驶室安装—车架底盘安装—驾驶室底盘合装(图2)。
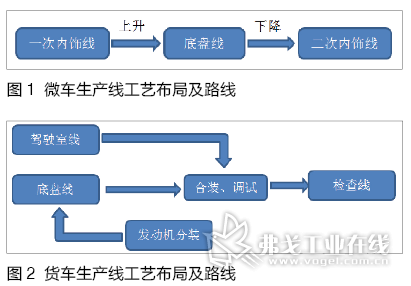
现有货车线的装配工艺流程是驾驶室和底盘同时开始装配,底盘和驾驶室装配完成之后在合装工位将驾驶室和底盘合装,通过翻转机构实现驾驶室和底盘连接部分的装配工作,没有高工位布置。
问题分析
产品开发阶段,我公司重点分析微车车型导入货车生产线可能存在的一些问题:
1)微车设计模式没有翻转机构,可能导致部分零部件无法装配。
2)货车线体无高工位设计,即可能存在零部件装配困难、人机工程差、装配效率低等问题。
数据SE分析阶段,重点围绕装配标准、工具空间、人机工程、装配难易程度及操作点是否可视等18个维度对数据进行分析。通过对数据问题的识别、反馈和整改,完成数据的修改、优化。由于涉及两款车适应不同工艺布局,无高工位设计、离合器拉索和选换档拉索的装配无法实现。
1.离合器拉索问题
传统货车离合器拉索的装配工艺流程及装配工艺主要有两种方式:
(1)在驾驶室装配线上将离合器拉索穿入驾驶室底板上的预留孔,再将离合器拉索与离合器踏板连接,待驾驶室和底盘合装之后与变速器相连。通过调节螺母,让离合器拉索松紧程度满足装配要求。
(2)将离合器拉索安排到驾驶室和底盘合装之后装配,在驾驶前舱位置将离合器拉索穿入驾驶室,与制动踏板连接,然后与变速器相连。通过调节螺母,让离合器拉索松紧程度满足装配要求。
因工艺布局及路线问题,以上两种装配工艺均不能解决问题,即离合器拉索与变速器连接的时候存在装配无法实施。在现有产品及工艺布局的基础上,实现拉索连接的唯一路径是员工躺在车架下进行安装,从而产生以下问题:
1)严重影响生产节拍,浪费工时严重。
2)产线有地拖链支座,人员进入不便,同时伴随严重的安全隐患。
3)人机工程差,装配效率低,人员易疲劳。
4)安装空间可视化差。
2.选换档拉索问题
选换档拉索的装配工艺:驾驶室分装线将选换档拉索与选换档机构连接完成,后通过驻车制动安装板上开孔将拉索穿过,最后将拉索与变速器相连。
同理,选换档拉索安装存在同样问题:
1)无高工位辅助安装,人机工程差,装配实现困难。
2)选换档拉索、胶套和胶套金属压板目前结构为总成件状态,且金属压板需要紧固在驻车制动安装板上,导致选换档拉索装配时只能单向安装。
问题解决
在产品试制阶段,通过对产品的结构优化、工艺流程设计优化不断验证来寻找最优解决方案。
1.离合器拉索难安装
首先,通过改变工序来实现,优先将离合器拉索与变速器连接,然后再将离合器拉索的另一端从前舱位置穿过进入驾驶室,由于离合器拉索在驾驶端采用挂钩结构、并且不能调整离合器拉索松弛度(图3),这样导致我们在装配的过程中需要放长拉索,在连接完之后拉索处于松弛状态,因此待车辆下线之后,需要人员进入车架底部,通过调整离合器拉索与变速器连接处螺母让离合器拉索达到紧绷状态。

虽然此种方式能满足装配需求,但是安排专门人员去从事此项工作,容易导致车间堵塞,并且人机工程差,效率低,人员容易疲劳。
第一步:产品结构优化
优化离合器拉索的连接形式,在离合器拉索前端新增一可调节拉索长度的结构,转移拉索调节的位置,将其移动至驾驶室内。
第二步:工艺流程布局优化
改变原有安装模式及流程,先将离合器拉索与变速器连接,然后再将离合器拉索的另一端从前舱位置穿过进入驾驶室。
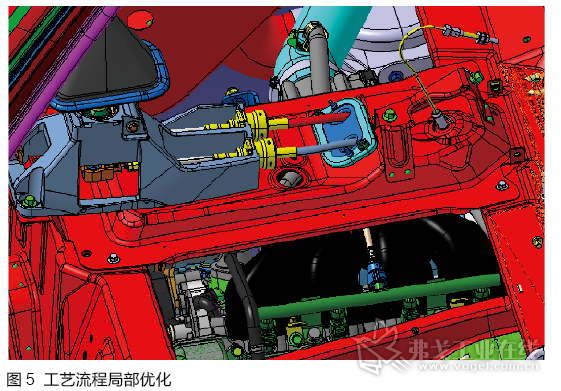
结合产品结构优化及工艺流程的变更,经过多台车验证,既能满足拉索本身的使用功能,也同步规避了难操作及操作不可视问题(图4)。
2.选换档拉索难安装
处理选换档拉索问题,考虑时需采用逆向思维。
第一步:工艺流程布局优化
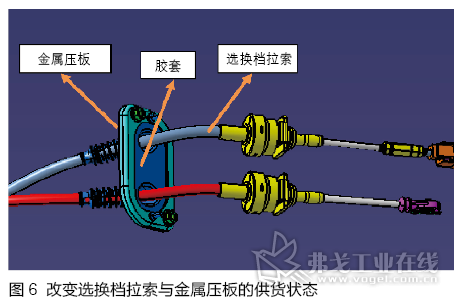
先将选换档拉索与变速器连接,在驾驶合装之后,通过驾驶室座椅下方的孔洞,将选换档拉索穿入驻车制动安装板,最后再和选换档机构连接(图5)。
第二步:产品结构/供货状态优化
经过工艺流程的变更及验证,发现选换档拉索上的金属压板过大,无法从驻车制动安装板上的选换档拉索的胶套安装孔穿过。如果不解决此问题,就会导致思路方向流产。通过对数据的分析模拟,发现
解决此问题的唯一办法就是改变选换档拉索与金属压板的供货状态,即选换档拉索、密封胶套以及金属压板整体由原总成供货状态更改为选换档拉索和密封胶套整体供货,金属压板单独供货状态(图6)。
对变更后的选换档拉索进行实车装配验证,从工时和装配可行性等方面进行多次验证,得出最终结论:①装配工时满足节拍要求;②装配可行性满足现场要求。
结论
通过巧妙的设计变更、调整工艺流程以及工艺路线的方式,大大降低产线改造成本和改造的周期,避免了因改造带来的停产造成的损失;同时也减少了固定资产投入,为早日量产奠定坚实的基础。提高了货车生产线的柔性化程度,为更多车型并入货车生产线,更加合理的利用公司资源,提供了思路和方法。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖