缸体主轴承盖螺栓拧紧扭矩偏低的控制优化
本文研究的对象是发动机缸体生产线上的半自动拧紧过程,工件进入拧紧机后被自动抬起夹紧,之后由员工操作电枪进行手动拧紧。该工位使用阿特拉斯智能电枪,通过伺服机构完成对螺栓拧紧力矩、角度的控制。
拧紧轴套筒状态分析
套筒在拧紧过程中起到与螺栓连接、传递转矩的作用,如果套筒磨损过大,将无法与螺栓连接稳固,致使电枪的转矩无法完全传递到螺栓上,最终使拧紧扭矩偏低。调查当前电枪套筒磨损情况,发现套筒磨损较为严重,套筒磨损对比如图1所示。

当前使用的套筒磨损比较严重,可能存在转矩传递不完全的风险,为确认套筒磨损是否为导致拧紧扭矩偏低的根本原因,我们更换新套筒进行验证,更换套筒后最终拧紧扭矩偏小的情况有明显改善,说明套筒磨损会影响缸体主轴承盖螺栓的拧紧状态。
拧紧电枪限位块位置分析
为完成拧紧过程,当螺栓沿着螺纹向下运动时,拧紧轴也必须同步向下,目前拧紧轴在竖直方向可以上下移动,并且有硬性限位,防止拧紧轴脱离滑轨。如果拧紧轴向下限位过高,在拧紧螺栓后,拧紧轴可能无法继续往下拧紧螺栓,导致拧紧不到位使最终扭矩偏低,报警装置报警。
为确认拧紧轴向下限位过高是否为导致拧紧扭矩偏低的根本原因,我们向下调整支架限位块,使拧紧套筒能更好地贴近螺栓顶面,调整限位块后报警次数减少,调整后报警次数如图2所示。
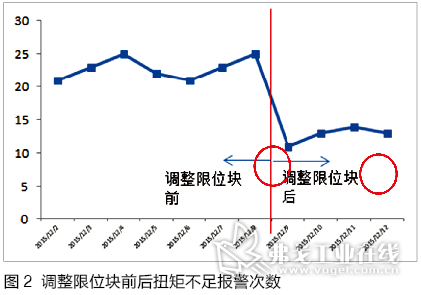
根据调整限位块后跟踪统计的最终扭矩偏低报警次数有明显改善的情况来看,限位块过高会影响缸体主轴承盖螺栓的拧紧状态。
轴承盖来料硬度分析
1.轴承盖硬度对螺栓扭矩影响的理论分析
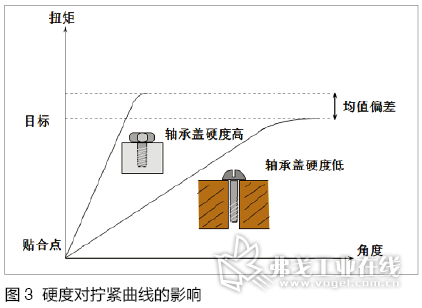
为保证安装轴承盖在镗曲轴孔及发动机运行时不松动、不掉落,保证设计要求,同时为了保证良好的互换性,设计时对轴承盖硬度要求较为严格,目前拧紧工艺采用扭矩+角度方法,工艺要求30 N·m+(30˚±4˚),由于螺栓的伸长量与扭矩成正比,而伸长量与转动角度也成正比,所以拧紧角度与扭矩成正比。因此通过控制角度达到的最终扭矩值比较准确,但是该方法的前提是伸长量与扭矩的正比系数K不变,在实际生产过程中由于零件的一致性高,所以该系数K可以认为近似不变。通过查阅文献,得知系数K与轴承盖硬度的关系很大,硬度低则K值小,硬度高则K值大。在轴承盖硬度不同的情况下实施同样的拧紧角度和拉伸量,产生的扭矩也会不同,容易导致最终扭矩不合格,原理如图3所示。
2.轴承盖硬度对螺栓扭矩影响的验证
为验证轴承盖硬度是否为导致拧紧扭矩偏低的主要原因,我们将抽取10件扭矩偏低报警的轴承盖和10件未发生报警的轴承盖,采用硬度计测量硬度。数据如图4所示。
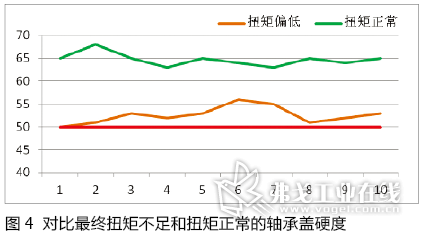
由图中数据可以看出,报警的轴承盖硬度明显低于未报警的轴承盖,因此轴承盖硬度会影响缸体主轴承盖螺栓的拧紧状态。
拧紧工艺分析
1.拧紧工艺的操作过程
拧紧过程影响着拧紧质量,实际操作过程中为防止虚假扭矩或电枪过热,一般会将拧紧过程分为快速拧紧、中速拧紧至门槛扭矩和角度监控等几个步骤。各公司拧紧程序对比如表所示。
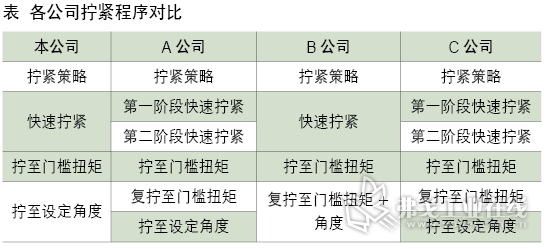
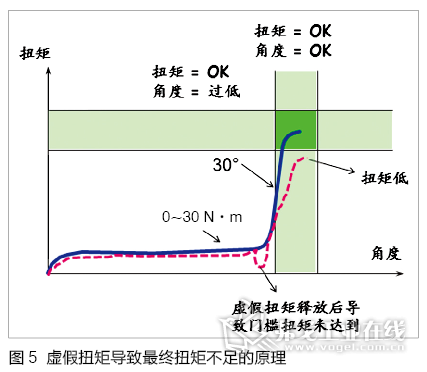
对比各公司的拧紧程序,发现本公司拧紧策略在目标扭矩30 N· m时缺少重复拧紧的过程,对该差异进行分析认为,在30 N·m时增加重复拧紧可以防止在开始角度监控前产生虚假扭矩。由于达到门槛扭矩时就开始固定角度的拧紧,如30 N·m时产生虚假扭矩,当开始角度拧紧时一旦虚假扭矩释放,将导致角度拧紧初始点向下移动,使最终扭矩偏低,原理图如图5所示。
2.拧紧工艺的优化
参考其他公司的程序,增加门槛扭矩时的复拧步骤。优化程序后,在门槛扭矩30 N·m时增加复拧的过程,防止此时虚假扭矩对最终扭矩产生影响,通过程序的优化能够兼容拧紧过程中其他因素的影响,提高了工艺过程的抗干扰性。
更改程序后扭矩偏小报警问题得到消除,跟踪一段时间后未再发生扭矩偏小报警的问题。拧紧工艺不合理为导致拧紧扭矩偏低的主要原因。
结语
造成轴承盖螺栓拧紧扭矩偏低的因素是多方面的,其中包括拧紧设备的套筒磨损、拧紧轴限位块的位置、轴承盖硬度以及螺栓拧紧程序。在实际生产过程中,企业应根据自身实际情况制定相应的解决、优化措施,以应对螺栓拧紧扭矩偏低的情况。在各项措施中,套筒的更换、拧紧轴限位块位置的调整等相对比较简单,而轴承盖硬度的选择及螺栓拧紧程序的优化则需要具有一定的经验积累。本文所论述的各项措施可以为相关行业在此类问题上提供经验。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论