破解ASME与ISO标准下的轮廓度评价结果差异
带基准的轮廓度评价十分常见,在海克斯康的PC-DMIS软件中,可以对线轮廓度、面轮廓度、对称公差带、非对称公差带进行非常方便的评价。但是在评价过程中,对于同一个要素的评价,选择不同几何公差标准(ASME和ISO),会出现不一样的表现形式和数值。
你是不是也遇到这个问题,下面我们就一起来破案!
问题再现:两大标准评价结果数值差异大
现象一
如果轮廓度的实测结果分别在理论值的两边,即被测要素实测结果有材料外部分也有材料内部分。
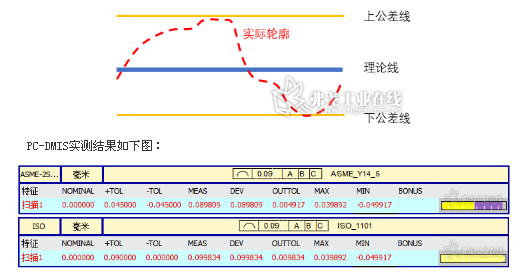
PC-DMIS实测结果如下图:

从结果来看,ASME和ISO标准都判定结果超差,但是从表现形式和数值上,还是出现了异同,异同对比如下:
现象二
如果轮廓度的实测结果分别在理论值的单侧,即被测要素实测结果有材料外部分或材料内部分。
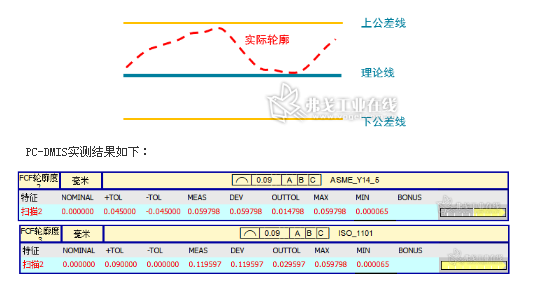
PC-DMIS实测结果如下:

从结果来看,ASME和ISO标准都判定结果超差,但是从表现形式和数值上,还是出现了异同,异同对比如下:
由上面列举的实例可以看出,如果我们只关注偏差值DEV,两个标准给出的结果不一样并且差异很大,由此很多人不得不怀疑是否在软件计算或者标准定义出现什么问题。
PC-DMIS早就告诉了我们真相
PC-DMIS软件拥有强大的帮助系统,异常低调的它经常让我们忘记了它的存在。这里我们可以通过“F1”键,用两种方法解决问题。
第一种:“F1”键→“使用特征控制框”→“特征控制框评价的规则”
这里清晰地告诉我们,如果我们评价轮廓度,应该使用最大值/最小值报告,而不是测量值(或偏差值)
第二种:“F1”键→“使用特征控制框”→“FCF尺寸计算信息”
这里清晰地告诉我们,如果使用ISO1101标准进行轮廓度的评价,那么计算结果将是最大偏差的2倍
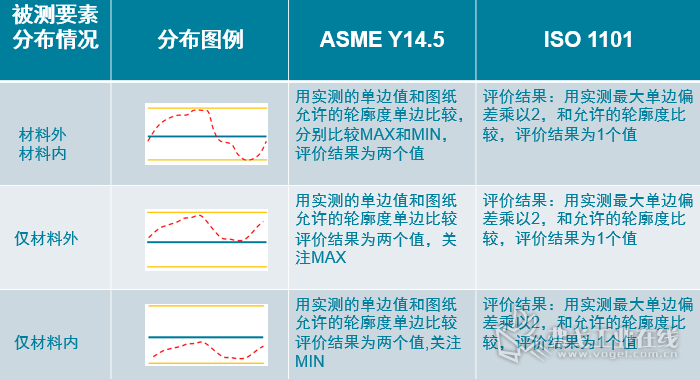
总结一下,PC-DMIS的帮助文件告诉我们,对于轮廓度的评价,将会以下方式进行:
回归两大标准追溯问题实质
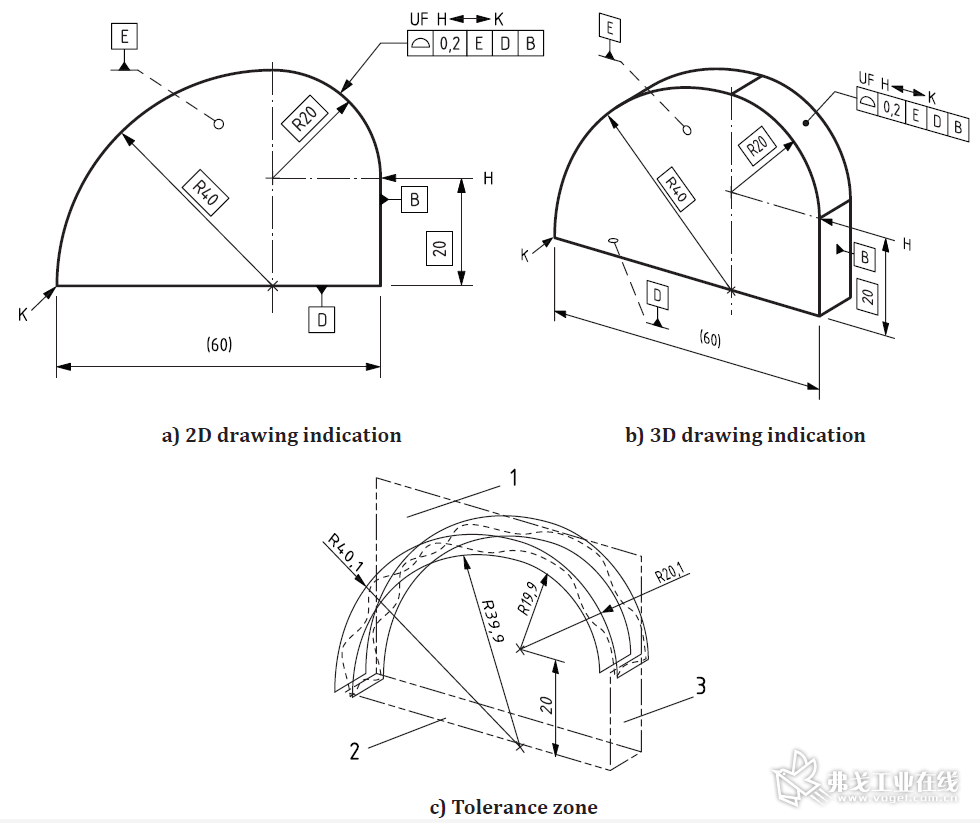
第一步:查阅两大标准对于轮廓度的定义
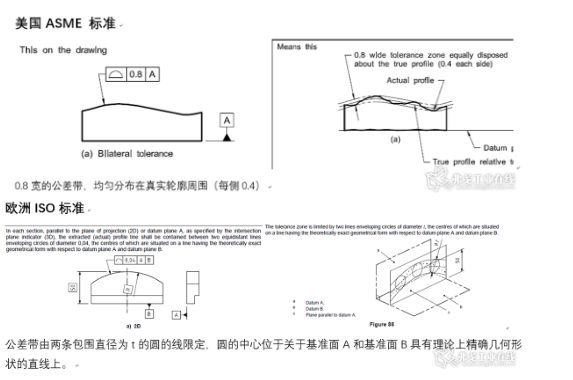
从上图可以看出两个标准对于轮廓度(以对称公差带为例)的定义,完全一样。那么所谓测量结果的差异,仅仅是轮廓度的表达形式不一样。
第二步:分析两大标准表达形式的异同
美国ASME 标准
在ASME Y14.5的另外一本书< ASMEY14.5.1M-1994 R2012 尺寸标注和公差.原则的数学定义>里,有明确的要求。
在本书“6.5 轮廓控制”表述如下:
c) 实际值。对于单边和双边公差,必须计算两个实际值:一个用于正方向的表面变化,一个用于负方向。对于每个方向,轮廓的实际值是曲面符合的最小公差。请注意,除了单边公差的情况外,不能使用单个实际值与特征控制框(FCF)中的公差值进行比较。
美国ASME 标准已经明确告诉我们,无论公差结构是怎么样的,都必须计算两个值,一个用于材料外,一个用于材料内,不能把单边的值和公差值比较,单边公差可以只比较一个值。
欧洲ISO标准(GB/T国家标准)
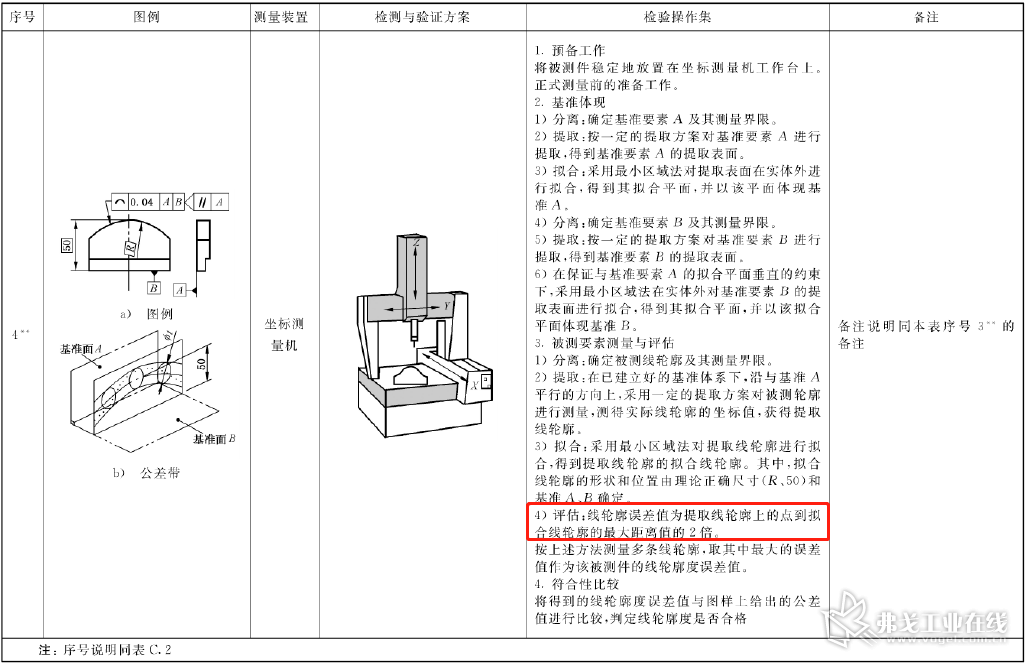
在GB/T标准 GB/T 1958/2017里,有明确说明计算方法,如下:
线轮廓度误差值为提取线轮廓上的点到拟合线轮廓的最大距离的2倍。
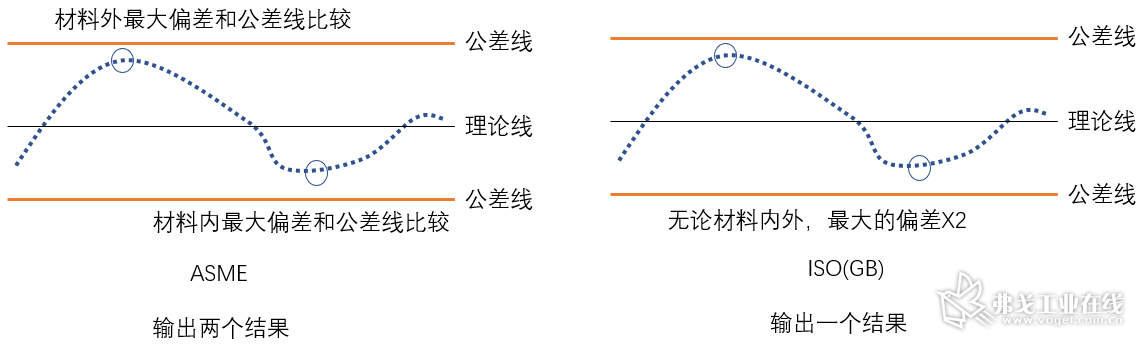
定义一致,评价结果一致,差异在于,两个标准对于结果的表现形式不同,一个是计算最大偏差的2倍,一个分别计算材料外侧和材料内侧。
至此,全案告破。
总结陈述:轮廓度评价的“一二原则”
一个原理
以线轮廓度为例,轮廓度公差带为直径等于公差t,圆心位于由基准确定的被测要素理论正确几何形状上的一系列圆的包络线所限定的区域。
两种表现形式
最大偏差2倍和分别计算材料外侧、材料内侧。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论