从车铣复合到完整加工
20世纪70年代出现的加工中心以及80年代开始出现的柔性制造系统(FMS)标志着生产过程柔性化的开始。但是柔性制造系统并没有完全摆脱传统加工工艺的束缚,由许多台加工中心加上高度自动化的物流输送系统组成,导致系统价格和维护成本高昂,因而并没有获得广泛的工业应用。取而代之的是90年代5面体加工中心的发展,它基本实现了箱体零件的全部工序加工。这种工序集约化的新型加工中心是完整加工的先导。
近年来,在完整加工领域有了很大进展,工序集约化突飞猛进,扩展到回转体零件。首先是在数控车床上增加铣削加工,然后从车铣复合加工到完整加工。完整加工(complete machining)是指在一台机床上能加工完毕一个零件的所有工序,有时也可能需要2台机床,所以也称为综合加工或复合加工。
完整加工主要涉及加工工艺的策略规划、机床设备的配置和功能扩展以及生产管理方式的变化三个方面。
工艺策略规划
新材料和新工艺的出现对数控机床发展的影响越来越大。例如,铝合金的广泛应用、干式加工和硬材料车削的出现,使得高速加工数控机床就成为当前的热点。
工艺策略规划的重要性在于它决定了将哪些工序集成在一台机床上加工以及工序之间的顺序、刀具的选用和工件的装夹方法等。工艺策略规划很大程度上决定了机床和功能部件的配置。
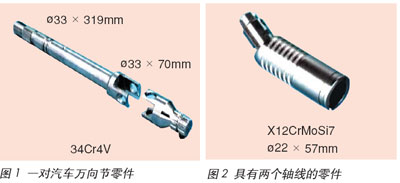
车削和铣削的最大不同之处在于:车削时工件旋转,刀具移动;而铣削时工件不动,刀具旋转和移动。这就给工序集约带来了一定的难度。例如,一对如图1所示的汽车万向节,它属于回转体零件,但除了车削加工外,还需要进行铣削、钻削、铰削以及齿形加工等10余种不同的工序。特别是齿形加工,还要保持工件和刀具运动之间的严格关系,即多坐标联动。此外,由于必须使用多把刀具,还需要考虑如何更换刀具。通常情况下采用转塔更换车削刀具,而采用刀库和机械手更换铣削刀具。
当把这样众多的工序集约在一台机床上加工时,它的数控程序的编制过程就变复杂了。其最大的困难在于运动部件以及刀具之间不能发生相互干涉。按照传统的观念,加工如图2所示的具有两个回转轴线的零件必须在不同机床上进行。现在借助不同的功能部件,就有可能在一台完整加工机床上得以实现。当加工大型零件时,完整加工的优势将会更加突出。
机床配置特点
为了在一台机床上能够完成不同的加工工序,当更换工件时,机床的部件就需要加以重新组合。因此,机床的结构必须加以模块化。例如,德国Index公司最新推出的模块化车削加工中心就能够完成车削、铣削、钻削、滚齿、磨削、激光热处理等许多工序,如图3所示。
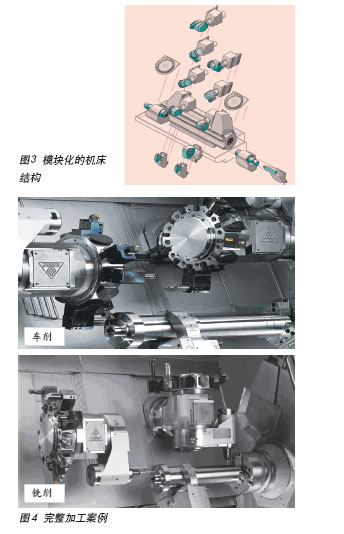
车削加工中心借助不同结构的刀具转塔和铣削头可以进行车削、铣削等加工工序,如图4所示。在车削工作时,有两个12把刀具的刀架可以完成各种复杂的车削工序。在铣削工作时,刀架转过90°,两个由电主轴驱动的铣头可在不同方向进行铣削加工。这样就完成了对一个零件的全部加工工序,实现了完整加工。
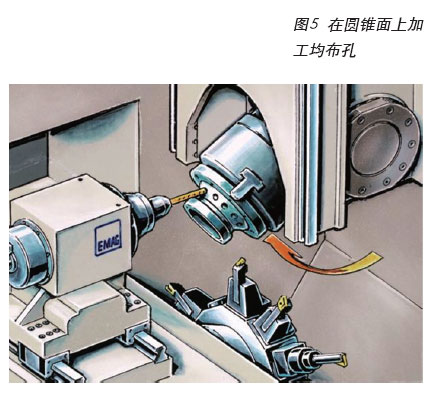
完整加工导致机床结构复杂化,工件往往需要在不同坐标位置固定或回转。当需要在一个圆锥面上钻均布孔时,需要将工件偏转一个角度后加以固定,并且能够在加工完毕一个孔后精确分度,如图5所示。
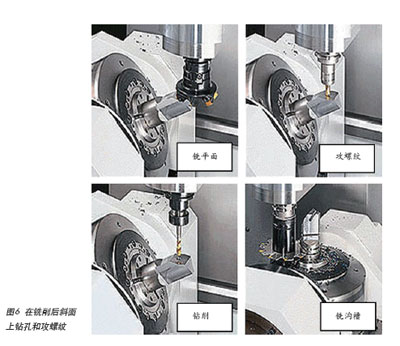
在一台机床上进行不同坐标轴线加工的难点在于,工件转到该位置后必须加以可靠固定,并且能够承受铣削或钻削的切削力。另外一个在斜面上进行铣削、钻孔和攻螺纹的例子如图6所示。
在很多情况下,回转体零件上有齿形,如小齿轮或花键。传统的加工方法必然在不同的机床上进行加工。从完整加工的观念出发,可以将它们集成到一台机床上完成,如图7所示。
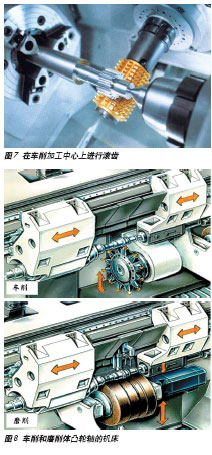
许多重要零件都需要经过表面淬硬和磨削加工。在车铣复合加工的基础上,可以将激光表面淬硬和磨削集成到一台机床中。一台用于加工凸轮轴的车削和磨削加工中心如图8所示。凸轮轴加工的特点是非圆柱表面,刀具或工件需要进行横向快速的相对移动,如图8中箭头所示。
另外一个车削和磨削集成的案例是在立式车削加工中心上完成工件的内外圆磨削。
德国DMG公司推出一次装夹完成5坐标铣削和车削加工的DMU型加工中心,其特点是采用直接驱动的回转工作台,最高转速500r/min。因此,不管是需要铣削工序的回转体零件,还是需要车削工序的铣削零件,都可以一次装夹后进行完整加工,如图9所示。带有回转托盘交换系统的DMC FD系列加工中心能够保证快速和准确地进行工件交换,进一步提高了生产效率。

完整加工的管理特点
工序集约化不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证。
完整加工大大缩短了生产过程链,而且由于把加工任务只交给一个工作岗位,不仅使生产管理和计划调度简化,而且透明度明显提高,无需复杂的计划系统就能够迅速解决所发生的事情并使之优化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。
此外,尽管完整加工机床的单台设备价格较高,但由于过程链的缩短和设备数量的减少,车间占地面积和设备维护费用也随之减少,从而降低了总体固定资产的投资、生产运作和管理的成本。从另一角度来看,企业资源计划如果仅仅局限于业务管理部门或设计开发等企业上层的信息化是远远不够的。车间最底层的加工设备——数控机床不能够连成网络或信息化,必然成为制造业信息化的制约瓶颈,没有能够真正解决工厂最关键的问题。
所以,对于面临日益全球化竞争的现代制造工厂来说,除了要提高机床的数控化率外,更要使所拥有的数控机床具有双向、高速的联网通讯功能,以保证信息流在车间的底层之间及底层与上层之间的通信畅通无阻。
例如,日本Mazak公司推出新一代的加工中心不仅实现了完整加工,还配备一个称为信息塔(e-Tower)的外部设备,包括计算机、手机、机外和机内摄像头等,能够实现语音、图形、视像和文本的通信功能。该机床与生产计划调度联网,实时反映机床工作状态和加工进度。操作者需指纹确认权限,在屏幕上观察加工过程。它是独立、自主管理的制造单元。
企业的生产计划调度系统安排一周的加工任务,发送到信息塔。信息塔向操作者发出指令,并在屏幕上显示机床的实时工作状态。操作者按照屏幕指示进行操作,遇到问题可随时查阅计算机中的操作手册。
正常情况下,机床自动工作,操作者与机床在时间和空间上都是分离的。管理者和操作者皆配备有手机,通过手机可以查询生产工况、预计加工完成时间以及延期报告和故障报警。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖