DISA多功能型砂控制系统与人工检测的差异
多功能型砂控制系统是安装在DISA混砂机上,能够在线快速检测紧实率,并根据设定的紧实率范围控制加水,达到目标紧实率的系统。实验室中的人工检测紧实率是铸造行业长期使用的方法。两种检测紧实率的方法各有特点,合理的使用能够提高对型砂的质量控制。
在铸造行业,粘土砂湿型铸造依然占据重要位置,我公司生产的缸体、曲轴、凸轮轴及轴承盖铸件,全部采用湿型铸造的方式。在生产过程中,型砂的性能对铸件质量、废品率有较大影响。为了将型砂的质量控制到稳定状态,我公司采用DISA混砂机及其配套的Sand Multi Controller(SMC)多功能型砂控制系统来控制型砂的混制过程,并在型砂实验室中人工检测型砂的性能,作为调整型砂辅料添加量的参考。
紧实率是型砂性能的关键指标之一,反映的是型砂的干湿程度。在湿型砂质量控制中,当型砂的紧实率符合要求,则其他几项性能也不会与要求的工艺范围相差太远。所以,如何控制好紧实率是铸造厂关心的重点问题。
车间里控制紧实率有两个位置:SMC在线检测和实验室人工检测。经过长期数据积累发现,对于同一碾型砂,由SMC在线检测的紧实率与实验室人工检测的结果总是存在差异。一直以来,我们根据人工检测结果调整材料的加入量,而SMC结果用来控制混砂过程。虽然这种差异还没有对生产产生直接影响,但对严格质量控制而言,任何的差异都应该有理论和实践的支持、认可。目前,我们车间的主要产品缸体毛坯,内废指标1.8%,外废指标1.1%,而新一代发动机缸体内废指标4%,外废指标3%。在如此严格的质量指标面前,任何认知上的盲点都不应该存在。
确认差异
两种检测方法下的紧实率为正常生产时,SMC检测的型砂与实验室人工检测的可能不是同一碾,而不同碾之间,旧砂的温度、水分及辅料配比存在差异的可能,会影响第一次紧实率及后续的补水、湿混时间及最终的紧实率。要排除这种差异,必须取同一碾的型砂来检测,这需要在实验室与控制室人员的配合下完成。表1为检测188个样本部分截取数据,对数据进行分析,两种检测方法检测的紧实率之间的关系对比见表2。
经过对数据进行分析发现,SMC检测结果与人工检测总是存在差异,并且SMC检测的结果越高,二者偏离越大。在SMC检测的紧实率升高时,水分也随之升高,这个现象与理论相符;SMC检测结果越高,人工检测后超过文件范围40%的碾数所占比例越大。
理论分析
导致此规律性差异的原因可能有两个:一是紧实率的检测方法本身存在差异;二是同一碾型砂,各个位置间性能差异较大,样本不均匀。
1.两种紧实率检测方式的对比
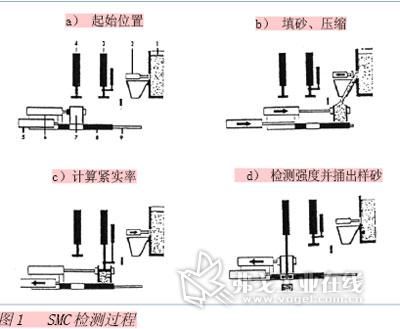
在线检测紧实率所用设备是DISA混砂机配套的Sand Multi Controller(SMC),其工作过程如图1所示。混砂时,取样筒在混砂机底部取砂,经松砂叶片抛散处理后,落入高度为100 mm,直径50 mm的量筒内,在0.4 MPa压力下,型砂被压缩,传感器获取压缩前后的高度,并按照公式(H1-H2)/H1×100%,来计算紧实率,再由强度检测探针检测强度并捅出砂样。其中,H1为压缩前高度,H2为压缩后高度。
实验室里的检测方式与SMC检测方式在压缩力大小上存在差别,SMC的压力均匀一致,在压缩过程中保持恒定。人工检测时,6.666 kg的重锤经三次50 mm自由落体,产生9.81 Nm的冲击力施加在标准样筒内的型砂上,引起砂样的压缩。样筒同样是直径50 mm,高100 mm,读数可以直接从样机的标尺上读,计算方法同样是压缩差的比值。可见,两种检测方式物理结构的差别首先表现在压缩力的大小。
另外,紧实率的大小与进入样筒内砂样的重量也有关系。为了验证,设计试验过程:取一大份砂样,在实验室立即检测紧实率,并将剩余砂样密封保存,分别间隔7 h和17 h,再次检测水分和紧实率,结果见表3。
从该试验发现,经过密封保存的砂样水分几乎没有散失。紧实率的检测按照两种方式进行:一种是称量与“即时检测”相同质量的砂样,投入样筒检测,结果与“即时检测”一致;另一种是按照与“即时检测”方法相同的过程,不称取同质量,结果紧实率降低到31%,而砂样的质量却增加到201.4 g。这说明:在紧实率的检测过程中,进入样筒内砂样质量的改变对紧实率有重要影响。
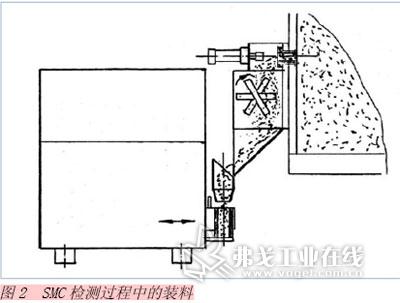
进入样筒内砂样质量与样筒上方结构有关。SMC检测与人工检测分别以不同的方式使砂样进入样筒。人工检测时,将试样通过带有3.35 mm筛子,落入到有效高度为100 mm的圆柱形标准试样筒内(筛底至标准试样筒的上端距离应该是140 mm),再用刮刀将试样筒上多余的试样刮去,然后将装有试样的样筒在锤击式试样机上冲击三次。SMC检测过程中的装料,没有筛网过滤,是伺服电动机驱动的转轮叶片将混砂机中流出来的砂样打碎,直接装满样筒、刮平(见图2)。显然,由于这两种装料方式不同,进入样筒内的砂量会产生差异,从而影响到紧实率。

概括来说,SMC检测方式与人工检测的差别在于不同的紧实力和砂样进入样筒的方式不同。
2.样本的均匀性
除了检测方式本身存在差异会导致结果差异外,样本本身的性能差异也会对检测结果造成影响。我们车间所使用的两台DISA混砂机,混一次的质量分别是2 500 kg和2 700 kg。
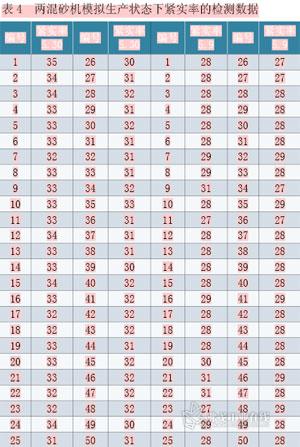
目前,单碾的混砂时间为135 s左右,若混砂机在135 s内未能将型砂搅拌均匀,则会引起该碾各个位置的型砂性能差异,即紧实率差异。这种差异会对生产的质量控制产生影响。要检测单碾型砂的均匀性,就得从一碾的型砂中取出50份样本,分别检测其紧实率、水分及透气性。如果样本均匀,则50个数据的分布应为正态分布,并且pp的值应大于1.67,否则,型砂混碾不均匀。设计如下试验:(1)在非生产时间,连续混两碾型砂放掉(排除影响,模拟正常生产状态),取第三碾的型砂50份,每份2 kg,用密封塑料袋仔细装好,保证样本的水分无法散失。(2)取样前根据前两碾的放砂时间,推算取50个样本的间隔时间,以保证能够取到开始到结束的大部分时间段样本,避免集中取样造成的偏差。(3)两位员工同时操作,分工负责不同操作,将50个样本依次检测紧实率。(4)分析数据。实验进行两次,两混砂机分别一次,具体检测数据见表4。

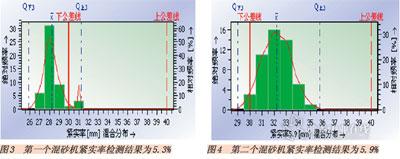
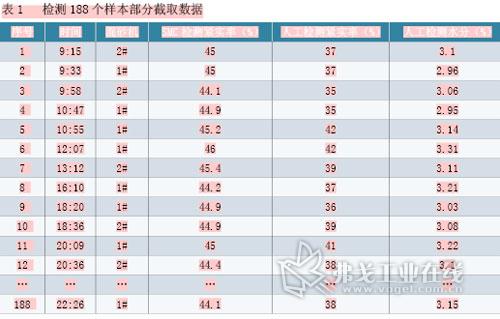
将数据用QDAS进行分析,从数据分布图可见两次数据的分布结构为“非正态分布”(见图3、图4),两次极差分别为4、5,pp的值分别为0.71、0.69,低于1.33,说明该组数据的离散程度较大,样本的性能不均匀。因此,可以断定,目前SMC检测紧实率与型砂实验室人工检测紧实率结果存在的差异由检测方法的差异和样本本身的不均匀共同造成。
3.差异对生产的影响
目前,生产时对这两种检测数据的使用有所差异。SMC的紧实率数据主要是在混砂机工作过程中用于控制当碾型砂合格,当检测数据超出设定紧实率时,当碾型砂报警、作废,并回到砂系统;人工检测的紧实率是在混砂结束后,用来监控型砂性能的波动趋势。目前,我们研究砂系统性能变化趋势时,采用人工检测的紧实率数据。
鉴于对两种检测方式的重新认识,目前的数据分析方法存在如下问题:
(1)取样的数量:SMC每碾都要取样,人工检测1.5 h取一次。两台混砂机在1.5 h内要混砂75碾左右(排除故障停机的情况),则人工检测的数据就是1/75,对1.5 h内型砂的波动反应不充分。
(2)样本的差异性:由于样本本身性能存在差异,即使每碾都取样本检测,也不能完全准确地掌握型砂的实际性能,则目前的人工检测数据不能充分代表型砂性能的真实波动。
解决方案
砂处理的控制与机加工不同,无法实现精密控制,但能够改进混砂过程来提高混砂的均匀性。
首先,对混砂的原材料——旧砂,要控制其两项指标:温度和水分。混砂均匀性的本质是混砂质量。我们的混砂是SMC控制加水,实现紧实率,消除了人工加料不稳定的缺点,但其也有弊端,即修正的滞后性。
混砂时,如果旧砂温度和水分波动较大,需要设备额外增加水分时,SMC的控制不能及时调整参数,而是按之前储存的数据逐步调整修正参数。这种滞后性在系统设计时原本是为了避免错误的波动,属于保护性程序,但在旧砂温度水分波动情况下反而不利于参数的及时调整。程序不应改变,我们必须控制旧砂的温度和水分保持稳定,防止混砂过程的不稳定而影响混砂质量。传统的控制措施是,利用沸腾冷却床的降温增湿。我们在利用此项措施的同时,在三条回砂皮带上增加了喷水装置,为热的旧砂提前加水、预湿,带走部分热量的同时增加水分,并在原沸腾冷却床的三道喷水管路基础上,增加两道降温、增湿管路,由出砂口的水分控制装置独立控制。
这两项措施在车间两条造型线同时开启、回砂温度同期升高的情况下,有效地控制了旧砂的温度和水分,使当前的混砂比去年同期稳定,降低了废砂率,提高了混砂质量。提高混砂质量的同时,掌握型砂性能的真实波动同样必不可少,它是型砂质量的晴雨表。
从以上分析可见,我们采用人工检测紧实率作为晴雨表,其频次和准确性不能反映型砂紧实率的真实波动。但SMC的检测数据要充分些,所以采取了以下措施:将每班SMC的紧实率统计平均值,并制成波动曲线;在当天,操作员发现紧实率明显异常时,与工程师联系,查明其原因;每周将紧实率的波动与废品的波动相对照,截取废品率较低的紧实率,作为优质型砂的备用数据;由于不同季节的温度、湿度都有差异,适合于造型的最佳紧实率也会发生波动。根据备用数据,选出废品较低的紧实率,按月更新该标准,形成紧实率的月度调整标准。
结语
SMC检测与人工检测是对型砂紧实率的两种检测过程,二者存在结构上的差异,但作为生产控制的措施,二者能够在数据累计的基础上以趋势变化相互验证,对质量控制能起到更好的监控。对两者特征的合理使用,会排除不利影响,将质量控制工作做得更好。
严格控制旧砂的温度、水分,保持稳定的范围,避免大幅度的波动,对于在线检测紧实率控制混砂的设备而言,能够有效提高其工作效率和混砂质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论