DCT下线测试中借助机械振动的质量控制
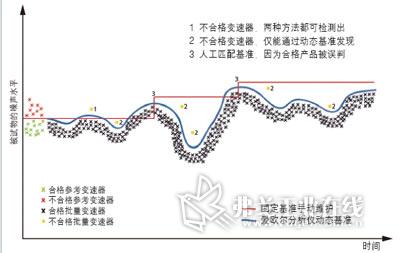
图1 蓝色曲线表示与当前生产相适应的动态基准,红色曲线表示在生产开始时确定的而后多次调整过的无法可靠检测质量缺陷的固定基准
近年来,下线声学测试已经成为质保领域的一个重要手段,越来越多的汽车制造商和零部件供应商利用这种手段保证向客户提供高质量的产品。格特拉克-福特变速器公司选择爱欧尔分析仪(eol-Analyser)进行下线声学测试,因为该系统相对于市场中的其他同类产品具有一定的优势。
格特拉克-福特变速器公司生产的Powershift轿车用双离合器变速器(DCT)组合了现代化的调节技术与经济的手动变速器设计,具有牵引力不间断的平顺加速性和同自动变速器一样舒适的高动态驾驶体验。
在生产DCT之前,该公司仅生产和销售手动变速器。手动变速器由接受过专门培训的员工在下线测试台上进行100%的测试,测试项目包括主观噪声评价、换挡平顺性和其他质量检测内容。由于DCT不需要员工主观检测换挡平顺性,故其下线测试的目的是将噪声测试集成在全自动的测试过程中。格特拉克-福特变速器公司选用了德国莱尔浩福二合公司(Reilhofer KG)的爱欧尔分析仪作为噪声客观测试系统,因为该系统充分考虑到了测试规格和生产的特殊要求:生产和测试设备的高度可支配性;软件的直观操作性;可靠地检测到存在的质量缺陷并甄别出全部有缺陷的被试物;避免误判无缺陷的被试物;确定有缺陷零件的故障分析能力;在产品噪声异常时实时反馈给生产部门;生产中无需额外的复杂分析;遵循变速器的生产节拍时间。
传统的主观评价方法
传统的评价方法是基于对比量产变速器与已知的合格参考变速器,为此判断限值是从合格变速器中测定的一条折线。在最理想的情况下,临界和次品变速器也可用于验证,这种附加对比虽然提高了可靠性,但同时在确定极限值之前却增加了测试成本。
考虑到可能出现的缺陷数量是无限的,因此实际上该极限值不可能覆盖所有的质量缺陷,而且为每一种变速器类型的各个测试工况确定各自不同的极限折线也是极其耗时的,因此在新品种不断出现时这种系统极限值的建立方法就无法应付挑战了。即便产品没有具体的缺陷,如加工缺陷和装配缺陷等,每种产品本身也都有其一定的离散性。这种离散性由两部分组成:连续生产中的短时件对件离散和不同生产批次产品间的明显离散。
如果上面所说的合格参考变速器来自于同一生产批次或者甚至来自于样机生产,那么对于之后的批量生产及其离散而言它们根本就不具有代表性。这表明,用这种方法确定的极限值经常在短时间后就需要重新匹配和修正,由此就会出现如同在图1中所描绘的那样:极限值不断地被人为提高以便与产品趋势匹配,实际上会导致次品变速器可能不再被检出,因为在极限值修改之前属于不合格产品的变速器在极限值修改后却低于新的极限折线而成为合格品了。
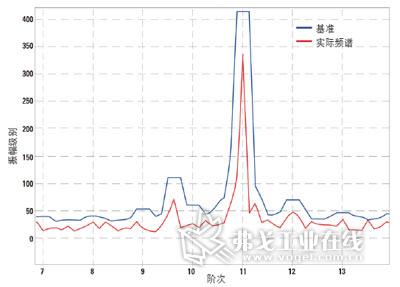
图2 输入轴上一个11个齿的固定齿轮在阶次谱上可通过有尖峰的11阶识别出——红线表示实际测量值,蓝线表示相应的动态基准
1. 学习主观评价
但是,上面所说的问题在主观评价时却不会出现,这是因为检测者只会注意短时间内件与件之间的离散。人类不能绝对地比较噪声,因为缺少一个合适的基准。虽然可以为检测者提供一台参考变速器,但是短时间后他就会“忘记”参考变速器的噪声状况,相反地他只会拿正在检测的变速器与之前刚刚检测过的变速器进行比较。这种方法既简单又有效,在现代化的大生产中由于次品率很低因而有缺陷的变速器属于例外情况,检测者会大概率地检出有缺陷的变速器,因为它们的声响有异于之前刚刚测试过的变速器。
2. 主观和客观检测相结合
爱欧尔分析仪吸收了主、客观检测的优点。测量值被客观地采集并使用模仿人的适应能力的特殊方法进行评价。对此参考限值不是来自于已知的合格变速器而是学习自生产本身,这正是精确地模仿人类检测者,前提是批量生产中合格变速器必须占大多数。这种方法生成了一种与生产实际相符合的“动态基准”(图1中的蓝色曲线),但同时也得注意不能让这种动态基准任意扩大而导致无法甄别缺陷产品。
3. 评价方法
爱欧尔分析仪模拟人类检查员来确定基准,然而与人类相比自然会有差别,因为在人工检测时检查员依靠听觉并在大脑中直观处理数据,故该系统也需要相应的算法。虽然参考值的建立过程是非传统的,但是评价方法依然结合了传统方法。
由此不但评价频率谱、阶次谱和时间信号,而且还评价单个谱线及其总和即所谓的“线总和”(见图2)。人类检查员只能察觉到声频,但是爱欧尔分析仪却能够检测到源自变速器经由试验台的驱动/从动和夹紧装置传递到振动传感器的机械振动。
爱欧尔分析仪的主要优点包括:由于自动学习基准限值而只需极少的设置和维护时间;完全可重复地测量结果;无需参考变速器就能检测缺陷;无需准备特殊的变速器并在少数几次测量后就能生成基准。
由于爱欧尔分析仪,莱尔浩福二合公司获得了2001年度的“美国亨利.福特科技奖”。
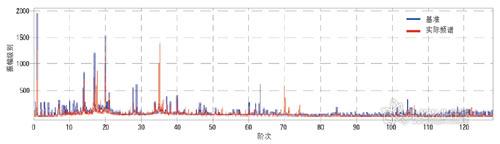
图3 一个错误加工齿轮的频谱(红线),该测试表明错误加工的部件可以根据其谱线超出基准值(蓝线)而清楚地甄别出来
爱欧尔分析仪在格特拉克-福特变速器公司的应用
格特拉克-福特变速器公司通过大量的手动变速器测试积累了使用爱欧尔分析仪的丰富经验,因此在斯洛伐克工厂的变速器下线测试中也采用了爱欧尔分析仪,现有的4个下线测试台配备了4套爱欧尔分析仪用于Powershift的质量检测。
对此不仅对软件而且对试验台本身都提出了特殊的要求,变速器测试台具有一个驱动电动机和两个独立调节的从动电动机,从动电动机直接与变速器相连接而未通过万向传动轴,这种测试台布置能够消除干扰噪声,并能在高动态下保持转矩和转速的稳定性。
振动传感器位于测试台变速器夹紧板上。该安装位置的优点在于通过消除传感器的横向运动节省了节拍时间,同时由于固定的传感器位置提高了测量再现性。
1. 测试过程
在测试台上变速器被夹紧后,测试台启动全自动测试过程,除换挡性能和噪声测量外还有很多其他测试项目。在终检测试中,所有的变速器挡位都用规定的转矩和所属的转速斜坡进行测试,以保证能够对所有负荷工况以及所参与变速器部件的功能性和噪声辐射进行评价。这些负荷工况仿照变速器在整车上的工作状态,包括一个驱动和一个反拖过程,由此保证齿轮的两个齿侧面都能被检测到。
2. 评价和分析
客观测试的评价基于所有的变速器挡位及其负荷工况(驱动/反拖),对每个负荷工况独立进行并在测试完成后直接给出结果,评价结果(合格/不合格)是能否将该变速器提供给客户或者拆解寻找原因的标准。如果缺陷原因尚不清楚,则查找原因是非常重要的,而借助于动态基准则使之成为可能(见图3)。
通过这种客观噪声检测方法检测到的典型缺陷,比如齿顶和齿侧面损伤、齿轮遗漏了加工工序、超差的部件、装配错误、部件缺少或松动以及有缺陷的外购件等。
基于WEB的分析软件能够远程过滤和分析测试数据,由此可跨地区、跨国界且无需旅行地随时访问测试数据。除了单件测量分析外,还能简便地统计数据和分析质量趋势,由此可发现生产波动对变速器质量的影响并在必要时进行优化。
3. 收益和经济性
使用爱欧尔分析仪可以使客户从多方面获益:
(1)依据噪声表现只提供质量优良的产品给客户,由此降低了索赔导致的后续成本;
(2)根据测试结果的趋势分析结果优化生产过程;
(3)连续的生产质量文件记录;
(4)发现在整车中可能导致零件失效的人耳听不到的缺陷;
(5)发现由零件缺陷导致的在试验台周围声频环境中听不到,但在整车中却很明显的极小的变速器噪声;
(6)发现尚未出现过的变速器缺陷。
展望
爱欧尔分析仪一直在不断地发展和改进,在合作计划中已经针对如操作者引导和校准策略做过修订,以进一步优化系统和适应汽车工业的要求。
这些改进不仅应用在DCT测试中,而且还应用于格特拉克-福特变速器公司其他产品的测试中。目前,双方合作进行了大量的试验和测试,以验证一些改善操作舒适性和分析方法的新功能,它们将出现在未来的爱欧尔分析仪软件版本中。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论