白车身侧围分总成焊装工艺与仿真分析
本文以某车型白车身的侧围内板总成作为研究对象,根据焊装FLOW CHART、RPS定位系统报告等进行系统的焊装工艺分析,确认该总成是否符合工艺要求;运用DELMIA软件中Device Task Definition模块进行计算机焊接模拟,确认该总成的焊接可行性和操作性。
安全、节能以及环保是当前汽车工业发展的三大主题,与此对应的汽车车身设计与制造也备受重视。在高速、安全以及舒适的基础上,力求外形好看、使用舒适、修理快捷以及制造简单,是我们对现代车身设计的要求。车身是汽车的重要组成部分,车身制造质量的好坏对汽车的装配质量及整车性能起决定性作用,而车身冲压零件及其焊接装配的质量是影响车身质量的重要因素。
为了保证汽车生产的高质量、高效率和低成本,我们利用三维设计软件DELMIA从焊装工艺角度出发,对白车身各总成开展系统深入的工艺审查及仿真分析。在工艺分析过程中可以清晰地发现零部件总成在焊装工艺中存在的结构、空间和操作性等方面的问题,同时人机工程系统的引入,对工艺设计、线体规划以及夹具制造等优化和改善有着巨大的促进作用。本文对白车身侧围内板总成焊装工艺、仿真开展过程进行探讨。
侧围内板总成焊装工艺分析
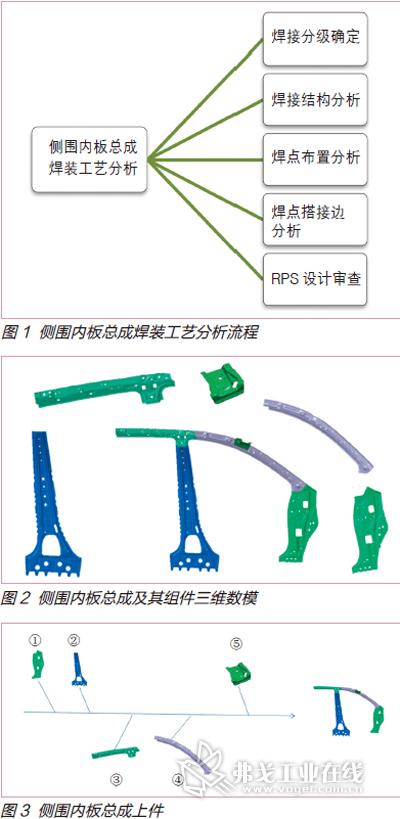
侧围内板总成焊装工艺分析流程如图1所示。
1.焊接分级确定
白车身总成焊装分级的原则是根据本厂的设备情况和技术水平,在冲压工艺允许的前提下,应尽量采用整体结构,零件数量越少越好,这样可以减少装焊工作量和装配误差。同时,也要使接口处有良好的装配焊接工艺性。
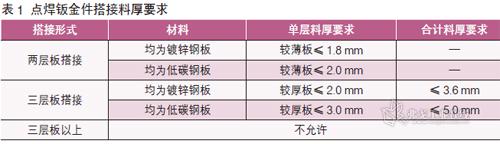
由焊接流程图FLOW CHART可以看出,侧围内板总成是由A柱内板下段总成、B柱内板总成、A柱内板上段总成、B柱内板上段焊合以及顶盖横梁连接板五部分组成,侧围内板总成及其组件三维数模如图2所示。
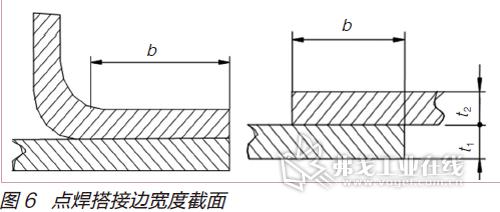
根据侧围内板总成结构特点,初步制定侧围内板总成上件顺序(见图3)。
2.焊接结构分析
在钣金件焊装工艺制定时,多使用两层板点焊,减少三层板焊接,杜绝三层以上板件搭接点焊。此外在同道工序,能够使用同一型号焊钳焊接的焊点,焊接料厚尽可能接近,以便于参数的统一,点焊搭接料厚要求如表1所示。
在侧围内板总成焊接时,钣金件搭接点焊分为两层焊和三层焊,其中两层焊截面如图4所示,钣金件单层料厚均小于1.8mm,符合工艺要求;三层焊截面如图5所示,钣金件单层料厚均小于2.0mm,符合工艺要求。
此外,考虑到三层板点焊过程中焊核偏移对焊接质量的影响,在设计中尽量采用表2中搭接状态1的形式。当镀锌钢板或高强钢板与低碳钢板混合焊接时,尽可能使镀锌钢板或高强钢板夹在低碳钢板之间,以增强总成的焊接性,减少锌层对电极的污损和粘连。具体三层板搭接形式要求参见如表2所示。
3.焊点布置分析
总成焊点的布置受点焊分流和制件结构的限制。当焊件厚度增大时,焊点间允许的最小间距及焊点中心到制件圆弧或边缘的最小间距就会相应增大,否则,会影响总成焊点焊接强度。电阻率较高的奥氏体钢及合金进行点焊时,焊点最小间距应再增大25%~30%,具体参数如表3所示。

总成长、直搭接边(直口区域)焊点间距要求一般30~50mm,局部强度要求不高的位置,如侧围外板与侧围后轮罩总成的搭接点焊,距离可适当增大到100mm;铰链加强板、锁扣安装板等小件需要在较小的平面内达到连接强度要求,焊点数量可依实际情况增加,点距相应减小。此外焊点应尽可能布置在平面搭接区域,减少弧面焊点,同时结合CAE分析,合理控制焊点数量,点距过密将加剧焊接变形,尤其在前后门洞、后风窗等位置,易造成边框扭曲,影响整车品质。
侧围内板总成中共包含焊点21个,其中两层焊18个,三层焊3个。焊点距离布置较为均匀,焊接搭接边处于平面区域,适当分布在制件搭接处,其中相邻焊点间最小间距e=18mm,分流现象不明显,对焊接强度影响较小,符合焊点布置参数标准。

4.焊点搭接边分析
搭接边(b)是焊接凸缘接触表面的宽度。接触平面之间必须相互平行且搭接在一起。点焊搭接边宽度的设定原则:点焊接头的最小搭接边宽度见图6,最小搭接边宽度b=4×t2+8(当t1<t2时,按t2计算),其中b为搭接边宽度,t为母材板厚。
从白车身整体点焊工艺的角度来看,允许的最小搭接边宽度为12.5mm,侧围门框区域通常搭边宽度为12.5~14mm,地板纵梁区域的搭边宽度通常为16~18mm,前/后副车架区域由于板料通常在2.5mm以上。过宽的搭接边会增加整车重量,通常采用开缺口的搭接边设计形式,即在焊点位置预留足够的搭接边宽度,其他区域尽可能缩减搭接边宽度,这种方式多用于曲线弧度变化不大的直口搭接区域。
侧围内板总成中两层焊搭接边宽度为12.5mm,三层焊搭接边宽度在15mm左右,搭接边宽度在保证了焊接强度的同时,没有增加板料浪费和车身重量。
5. RPS设计审查
车身统一基准系统RPS(Reference Point System)是产品设计模具、夹具以及检具共同遵循,需协调统一、贯穿始终的基准系统及其公差要求,是决定产品固有质量的基准系统。
侧围内板总成中B柱内板上段焊合RPS设置有两个定位孔,与车身坐标平行,三组6个定位面,符合RPS系统的N-2-1原则,完全控制了制件的6个自由度,同时两个定位孔距离大于该制件总长的2/3。在夹具夹紧焊接时,可以保持较好的稳定状态。
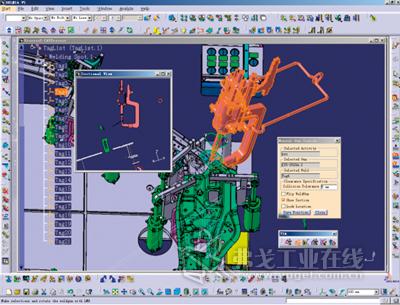
图7 焊钳与夹具总成的干涉仿真
总成点焊运动仿真模拟
1. DELMIA软件
DELMIA是达索系统面向数字化制造的专业品牌,着重解决在产品设计的数字化之后的产品制造工艺设计阶段的数字化描述。DELMIA软件在汽车白车身焊装领域的应用主要体现在白车身焊装项目的前期工艺规划与仿真验证过程上。日常模拟仿真所使用的是DELMIA软件中的DPM模块,用来进行焊装工艺验证,结合人机工程模块模拟操作者实际焊接过程,验证总成的焊接操作性和可达性。
2.焊装夹具的过程运动仿真模拟
侧围内板总成由A柱内板下段总成、B柱内板总成、A柱内板上段总成、B柱内板上段焊合以及顶盖横梁连接板五部分构成,上件顺序如图3所示。依据作业标准工时表(见表4),该工位操作者从取件到焊接结束之间每个动作合计需要时间为120s,该车型生产节拍由年生产纲领、工作日和设备可动率等计算为120s。在充分考虑操作者作业熟练程度和劳动强度的情况下,兼顾车间的产能要求,可知该工位作业时间满足生产要求。

在DELMIA软件中将总成放置于夹具上,利用DELMIA软件中Device Building模块对焊装夹具进行机构运动仿真,通过此模块可以非常准确地实现焊装夹具的机构运动模拟。通过运动仿真模拟可及时发现侧围内板总成与夹具运动机构及各部件间的干涉情况,同时直观形象地表现生产现场中焊接夹具的运动状况,提高了焊接夹具的设计制造便捷性、缩短了夹具安装调试的周期。
在确认焊装夹具与总成配合无干涉以后,随即开展焊钳、产品总成以及焊装夹具之间的仿真验证。在DELMIA软件的Device Task Definition模块中,使用该模块下的Tag工具条中New Tag命令方便地自定义焊点位置,TSA工具条Manual Gun Search命令可快捷地进行焊钳、产品总成以及焊装夹具之间的干涉检查。通过仿真结果(见图7)来优化总成焊点位置,完善焊钳选型,调整焊钳焊接姿态、操作运动轨迹等内容,进而完善夹具设计品质。
结语
本文对白车身三维数据进行工艺分析,初步确定了该总成的焊接顺序、焊接定位、焊接时间以及总成的焊接性和操作性。利用DELMIA的数字仿真模拟,充分规避了夹具调试过程中存在的动态干涉和静态干涉风险,提高了夹具设计的科学性和合理性,缩短了夹具调试周期。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖